
میکسر سرعت بالا (توربو میکسر) چیست؟ بررسی ساختار فنی و سیستم گرمایش اصطکاکی
یکی از چالشهای اصلی در صنعت پلیمر و تولید مصنوعات پلاستیکی (به ویژه PVC)، اختلاط یکنواخت رزین پایه با افزودنیهای پودری و مایع است. در این فرآیند، صرفاً همزدن فیزیکی کافی نیست؛ بلکه ذرات باید به دمای مشخصی برسند تا افزودنیها جذب ساختار مولکولی پلیمر شوند. استفاده از میکسرهای معمولی با دور پایین در این شرایط، منجر به عدم پخش یکنواخت مواد و افت کیفیت محصول نهایی میشود. بنابراین خطوط تولید پروفیل، لوله و گرانول به تکنولوژی خاصی نیاز دارند که بتواند با سرعت بسیار بالا و ایجاد حرارت کنترلشده، عملیات کامپاندینگ اولیه را در کوتاهترین زمان ممکن انجام دهد.
در این مقاله، ساختار مهندسی توربو میکسر و مکانیزم «گرمایش اصطکاکی» را که وجه تمایز اصلی این دستگاه است، تحلیل میکنیم. همچنین با بررسی دقیق طراحی آیرودینامیک تیغهها و عملکرد سیستمهای خنککننده مکمل، تفاوتهای فنی این تجهیز با همزنهای معمولی را شرح میدهیم. این بررسی تخصصی به مدیران فنی کمک میکند تا شناخت دقیقی از عملکرد دستگاه به دست آورند و پارامترهای صحیح را برای خط تولید خود انتخاب کنند.
آنچه در این مطلب میخوانید :
- توربو میکسر چیست؟
- مکانیزم گرمایش اصطکاکی در میکسر
- مهندسی تیغههای توربو میکسر
- عملکرد ست میکسر گرم و سرد (PVC Mixer)
- تفاوت فنی توربو میکسر و ریبون بلندر
- نکات ایمنی و حفاظتی در کار با میکسر سرعت بالا
- سیستم آببندی و انتقال قدرت در توربو میکسر
- اصول نگهداری و تعمیرات میکسر سرعت بالا
- پارامترهای موثر در خرید توربو میکسر
- طراحی و ساخت توربو میکسر صنعتی در امید عمران سهند
توربو میکسر چیست؟
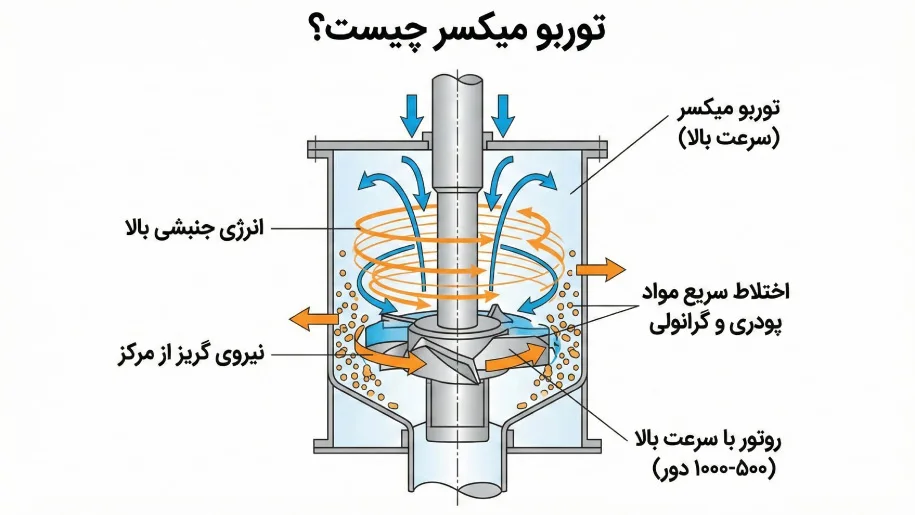
توربو میکسر یا میکسر سرعت بالا (High Speed Mixer)، یک میکسر صنعتی عمودی است که برای اختلاط سریع و شدید مواد پودری، گرانولی و خمیری طراحی شده است. برخلاف میکسرهای افقی که با دور پایین و جابجایی آرام مواد کار میکنند، این دستگاه بر پایه «انرژی جنبشی بالا» عمل میکند. در این سیستم، یک روتور مرکزی با سرعتی بین ۵۰۰ تا ۱۰۰۰ دور در دقیقه (و گاهی بیشتر) دوران میکند و نیروی گریز از مرکز عظیمی را به ذرات مواد وارد میسازد.
تعریف صنعتی میکسر دور بالا
در استانداردهای ماشینسازی، این دستگاه را با نام «میکسر شدت بالا» (High Intensity Mixer) میشناسند. ساختار اصلی شامل یک مخزن استوانهای ثابت و یک شفت محرک عمودی است که پرهها روی آن نصب شدهاند. هندسه خاص پرهها باعث میشود مواد با شتاب زیاد به سمت دیواره مخزن پرتاب شوند و سپس در اثر برخورد با دیواره و درپوش، دوباره به سمت مرکز شفت بازگردند. این چرخه مداوم باعث میشود ذرات مواد در کسری از ثانیه هزاران بار با یکدیگر برخورد کنند. این برخوردهای پرانرژی منجر به شکستن کلوخهها (Deagglomeration) و توزیع میکروسکوپی افزودنیها در ماتریس اصلی مواد میشود.
ضرورت تغییر ویسکوزیته با سرعت بالا
دلیل اصلی استفاده از دور موتور بالا، صرفاً سرعت بخشیدن به زمان تولید نیست، بلکه ایجاد تغییرات فیزیکی در رفتار رئولوژیکی (جریانپذیری) مواد است. در صنایع پلیمری، رزینهایی مانند PVC در دمای محیط ساختاری سخت و متخلخل دارند. برای اینکه این ذرات بتوانند افزودنیهای مایع یا پودری (مثل پایدارکنندهها و روانکنندهها) را جذب کنند، باید تا حد مشخصی گرم و نرم شوند. سرعت بالای پره و تنش برشی (Shear Stress) ناشی از آن، باعث نفوذ افزودنیها به داخل منافذ رزین میشود. بدون این سرعت بالا، مواد صرفاً به صورت فیزیکی مخلوط میشوند اما پیوند لازم برای ورود به مراحل بعدی تولید (مانند اکستروژن) را پیدا نمیکنند.
مکانیزم گرمایش اصطکاکی در میکسر
درک دقیق اینکه چگونه یک ماشین بدون داشتن هیچگونه المنت برقی، مشعل گازی یا سیستم گردش روغن داغ، میتواند صدها کیلوگرم پودر پیویسی را در کمتر از ۱۰ دقیقه به دمای ۱۲۰ درجه سانتیگراد برساند، نیازمند بررسی اصول ترمودینامیک و مکانیک سیالات است. در توربو میکسرها، ما با پدیدهای به نام «تبدیل مستقیم انرژی» سروکار داریم. در اینجا، موتور الکتریکی قدرتمند دستگاه (که معمولاً توانهایی بالای ۵۰ تا ۱۰۰ کیلووات دارد) نقش ژنراتور حرارتی را بازی میکند، اما نه از طریق مقاومت الکتریکی، بلکه از طریق «اصطکاک جنبشی».
فیزیک تبدیل انرژی جنبشی به حرارت
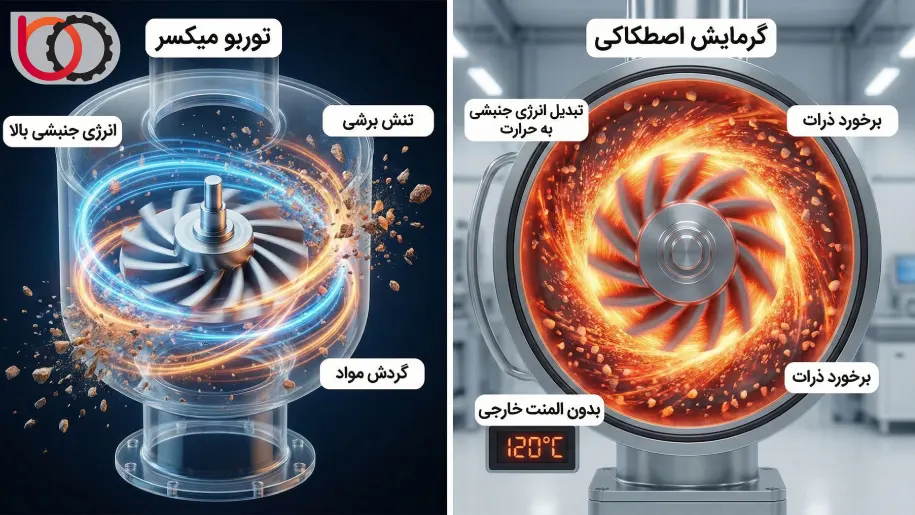
اساس کار بر پایه فرمول انرژی جنبشی ($E_k = \frac{1}{2}mv^2$) استوار است. در این رابطه، جرم ($m$) همان ذرات پودر و سرعت ($v$) سرعت خطی تیغههاست. زمانی که روتور با سرعت بالا میچرخد، انرژی جنبشی عظیمی را به ذرات مواد منتقل میکند. این ذرات با شتاب بسیار زیاد به حرکت درمیآیند. اما فضای داخل مخزن محدود است؛ بنابراین ذرات چارهای ندارند جز اینکه با شدت بسیار زیاد به یکدیگر، به تیغهها و به دیواره داخلی مخزن برخورد کنند.
در علم فیزیک، هر «برخورد غیرالاستیک» منجر به تبدیل بخشی از انرژی جنبشی به انرژی درونی (گرما) میشود. در توربو میکسر، در هر ثانیه میلیاردها برخورد بین مولکولی و بین ذرهای رخ میدهد. مجموع این برخوردها باعث میشود که دمای توده مواد به صورت تصاعدی بالا برود. نکته جالب توجه اینجاست که در این روش، حرارت از «بیرون به درون» منتقل نمیشود (مانند کتری روی اجاق)، بلکه حرارت در «تکتک ذرات» تولید میشود. یعنی هسته مرکزی دانه پیویسی همزمان با سطح آن گرم میشود. این ویژگی باعث میشود راندمان حرارتی این سیستم نزدیک به ۹۰ درصد باشد، زیرا اتلاف انرژی که معمولاً در انتقال حرارت هدایتی (Conduction) وجود دارد، در اینجا حذف شده است.
نقش حیاتی «سرعت خطی نوک تیغه» (Tip Speed)
بسیاری از اپراتورها تصور میکنند که فقط «دور موتور» (RPM) مهم است، اما پارامتر مهندسی تعیینکننده در میزان گرمایش، «سرعت خطی نوک پره» است که با واحد متر بر ثانیه (m/s) سنجیده میشود. این سرعت از رابطه $V = \pi \times D \times n$ محاسبه میشود (که D قطر پره و n دور موتور است).
برای اینکه پدیده گرمایش اصطکاکی با راندمان مناسب رخ دهد، سرعت نوک پره باید حداقل بین ۳۰ تا ۴۰ متر بر ثانیه باشد. اگر سرعت کمتر از این مقدار باشد، ذرات به جای برخورد شدید، فقط روی هم میلغزند و گرمایش بسیار کند پیش میرود.
اما وقتی سرعت به محدوده ۳۵ متر بر ثانیه میرسد، نیروی برشی (Shear Force) آنقدر زیاد میشود که بر نیروی جاذبه غلبه کرده و توده پودر رفتار «سیالگونه» (Fluidized) پیدا میکند. در این حالت، اصطکاک به اوج خود میرسد. طراحان توربو میکسر با محاسبه دقیق قطر مخزن و توان موتور، تضمین میکنند که این سرعت بحرانی تامین شود. به همین دلیل است که یک میکسر کوچک آزمایشگاهی برای ایجاد همان اثر میکسر صنعتی، باید با دور بسیار بالاتر (مثلاً ۳۰۰۰ دور) بچرخد تا کمبود قطر پره را جبران کند.
کنترل دقیق دما و عدم نیاز به تجهیزات جانبی
یکی از بزرگترین مزایای حذف سیستمهای حرارتی جانبی (مثل بویلر روغن)، افزایش سرعت واکنش سیستم است. در سیستمهای المنتی یا روغنی، اگر دما از حد مجاز بالاتر رود، حتی اگر منبع حرارت خاموش شود، بدنه داغ دستگاه همچنان به گرم کردن مواد ادامه میدهد (اینرسی حرارتی) و باعث سوختن پلیمر میشود. اما در سیستم گرمایش اصطکاکی، منبع گرما «حرکت» است. به محض اینکه اینورتر فرمان توقف یا کاهش دور را صادر کند، تولید گرما «در همان لحظه» قطع میشود.
این ویژگی به سیستم کنترل اجازه میدهد تا دمای فرآیند را با دقت بسیار بالا (مثلاً $\pm 1$ درجه سانتیگراد) مدیریت کند. معمولاً فرآیند به این صورت برنامهریزی میشود: دستگاه با دور تند (High Speed) شروع به کار میکند تا مواد به سرعت به دمای ۱۱۰ درجه برسند. سپس به صورت خودکار دور موتور کاهش مییابد (Low Speed) تا دما با شیب ملایمتری به نقطه هدف نهایی (مثلاً ۱۲۰ درجه) برسد و فرصت کافی برای جذب افزودنیها فراهم شود. این سطح از کنترل در هیچ یک از روشهای گرمایش غیرمستقیم امکانپذیر نیست.
تاثیر دانسیته و نوع مواد بر نرخ گرمایش
نرخ افزایش دما (Temperature Ramp Rate) در توربو میکسر ثابت نیست و شدیداً به ماهیت مواد وابسته است. موادی که ضریب اصطکاک داخلی بالاتری دارند، سریعتر گرم میشوند. همچنین «ضریب پر شدن مخزن» (Filling Factor) نقش کلیدی دارد. اگر مخزن کمتر از حد مجاز پر شود، ذرات فضای زیادی برای فرار دارند و تعداد برخوردها کم میشود، در نتیجه دستگاه گرم نمیشود. اگر مخزن بیش از حد پر شود، موتور زیر بار میماند (Overload) و نمیتواند ذرات را به سرعت مطلوب برساند.
مهندسان فرآیند معمولاً حجم مفید را حدود ۶۰ تا ۷۰ درصد حجم کل مخزن در نظر میگیرند. در تولید کامپاند PVC سخت (Rigid PVC) که درصد فیلر (کربنات کلسیم) بالاست، اصطکاک بیشتر و گرمایش سریعتر است (حدود ۶ تا ۸ دقیقه). اما در تولید PVC نرم (Soft PVC) که حاوی مقدار زیادی روغن DOP است، وجود روغن باعث روانکاری بین ذرات شده و اصطکاک را کاهش میدهد، بنابراین زمان رسیدن به دمای پخت ممکن است تا ۱۰ یا ۱۲ دقیقه افزایش یابد.
مهندسی تیغههای توربو میکسر
اگر موتور را منبع تامین انرژی فرض کنیم، «تیغهها» (Blades/Tools) ابزاری هستند که وظیفه انتقال و مدیریت این انرژی را بر عهده دارند. در طراحی توربو میکسر، تیغه یک قطعه فلزی ساده نیست؛ بلکه یک المان «آیرودینامیک» است که باید بر اساس اصول مکانیک سیالات و دینامیک ذرات طراحی شود. مهندسان طراح با چالش بزرگی روبرو هستند: تیغه باید بتواند مواد جامد و پودری را طوری به حرکت درآورد که رفتاری شبیه به مایعات (Fluidization) از خود نشان دهند. کوچکترین خطا در زاویه حمله (Angle of Attack) یا انحنای تیغه، منجر به افزایش شدید آمپر مصرفی موتور، لرزش دستگاه و یا عدم یکنواختی مخلوط نهایی میشود.

طراحی آیرودینامیک جهت ایجاد جریان گردابی (Vortex)
هدف نهایی در هندسه تیغهها، ایجاد یک الگوی حرکتی خاص به نام «جریان گردابی دوناتشکل» (Toroidal Vortex Flow) است. در این الگو، ذرات نباید فقط به دور خود بچرخند، بلکه باید در یک مسیر سه بعدی حرکت کنند. برای رسیدن به این هدف، تیغههای توربو میکسر معمولاً در دو یا سه طبقه با وظایف تفکیکشده طراحی میشوند:
- تیغه پایینی (Bottom Scraper Blade): این تیغه با فاصله میلیمتری (حدود ۲ تا ۵ میلیمتر) نسبت به کف مخزن حرکت میکند. زاویه حمله آن کم است (Low Pitch) و وظیفه اصلی آن «لیفتینگ» یا بلند کردن مواد از کف و پرتاب آنها به سمت بالا است. اگر طراحی این تیغه صحیح نباشد، لایهای از مواد در کف مخزن ساکن میماند (Dead Zone) و وارد چرخه اختلاط نمیشود که کیفیت کل بچ را خراب میکند.
- تیغه میانی و بالایی (High Shear Blades): این تیغهها با زاویه تندتر و گاهی با شکل منحنی خاصی طراحی میشوند تا نیروی گریز از مرکز (Centrifugal Force) را به حداکثر برسانند. وظیفه این بخش، شتاب دادن افقی به ذرات و کوبیدن آنها به دیواره مخزن است.
ترکیب عملکرد این تیغهها باعث میشود مواد ابتدا به بالا پرتاب شوند، سپس با شدت به دیواره برخورد کنند و در اثر نیروی جاذبه و شکل منحنی درب مخزن، دوباره به سمت مرکز شفت (گرداب مرکزی) سقوط کنند. این چرخه مداوم تضمین میکند که هر ذره در طول فرآیند اختلاط، هزاران بار مسیر پایین-بالا-پایین را طی کند و توزیع دما و مواد افزودنی صددرصد همگن شود.
متریال ضد سایش و تکنولوژی سختکاری سطحی
یکی از بزرگترین دشمنان توربو میکسرها، ماهیت «ساینده» (Abrasive) مواد پلیمری و پرکنندههاست. موادی مانند کربنات کلسیم، تالک و پیگمنتهای تیتانیوم که در صنعت PVC و مستربچ استفاده میشوند، سختی بالایی دارند. وقتی این ذرات با سرعت ۳۰ متر بر ثانیه به سطح تیغه برخورد میکنند، رفتاری شبیه به دستگاه سندبلاست دارند و به سرعت سطح فلز را میخورند. استفاده از استنلس استیل معمولی (مانند ۳۰۴) برای تیغهها، اگرچه در برابر زنگزدگی مقاوم است، اما سختی کافی برای مقابله با سایش فیزیکی را ندارد و ممکن است در عرض چند هفته لبههای تیز خود را از دست بدهد.
برای حل این مشکل مهندسی، از دو راهکار پیشرفته استفاده میشود:
- استفاده از آلیاژهای ریختهگری خاص: تیغهها معمولاً از استیلهای ریختهگری شده با کربن بالاتر ساخته میشوند و تحت عملیات حرارتی (Heat Treatment) دقیق قرار میگیرند تا سختی آنها افزایش یابد.
- پوششدهی تنگستن کارباید (Tungsten Carbide Coating): در کاربردهای سنگین صنعتی، لبههای حمله (Leading Edges) و سطوح درگیر تیغه با لایهای از تنگستن کارباید یا استلایت (Stellite) پوشش داده میشوند. این کار معمولاً با روش پاشش حرارتی (HVOF) یا جوشکاری سخت انجام میشود. این پوشش سختی سطح را به بالای ۶۰ تا ۷۰ راکول سی (HRC) میرساند که عملاً تیغه را در برابر سایش ضدضربه میکند. تیغههایی که دچار سایش شدهاند، دیگر آیرودینامیک نیستند؛ آنها مواد را «برش» نمیدهند بلکه «هل» میدهند، که باعث افزایش مصرف برق و کاهش راندمان گرمایش میشود.
بالانس دینامیک و اهمیت حیاتی آن
شاید مهمترین پارامتر در ساخت تیغه که با چشم دیده نمیشود، «توزیع جرم» یا بالانس آن است. یک مجموعه تیغه که ۲۰ کیلوگرم وزن دارد و با سرعت ۱۰۰۰ دور در دقیقه میچرخد، اگر حتی ۱۰ گرم نابالانسی داشته باشد، نیروی گریز از مرکزی معادل چند صد کیلوگرم ایجاد میکند. این نیرو در هر دور چرخش، جهت خود را عوض میکند و باعث ایجاد ارتعاشات مخرب سینوسی در شفت میشود.
در کارخانجات پیشرفته ساخت میکسر، تیغهها پس از مرحله ماشینکاری و پوششدهی، روی دستگاههای بالانس دیجیتال قرار میگیرند. بالانس کردن تیغه میکسر باید حتماً به صورت «دینامیک» (Dynamic Balancing) و در دو صفحه انجام شود. بالانس استاتیک (که فقط وزن دو طرف برابر باشد) برای این سرعت کافی نیست، زیرا ممکن است عدم تقارن جرمی در طول محور وجود داشته باشد (Couple Unbalance). تیغههای استاندارد باید مطابق با استاندارد ISO 1940 و با گرید کیفی G6.3 یا بهتر بالانس شوند تا عمر بلبرینگها و شفت اصلی تضمین گردد. هرگونه تعمیر یا جوشکاری روی تیغه توسط کاربر، بالانس را برهم میزند و نیاز به بالانس مجدد دارد.
عملکرد ست میکسر گرم و سرد (PVC Mixer)
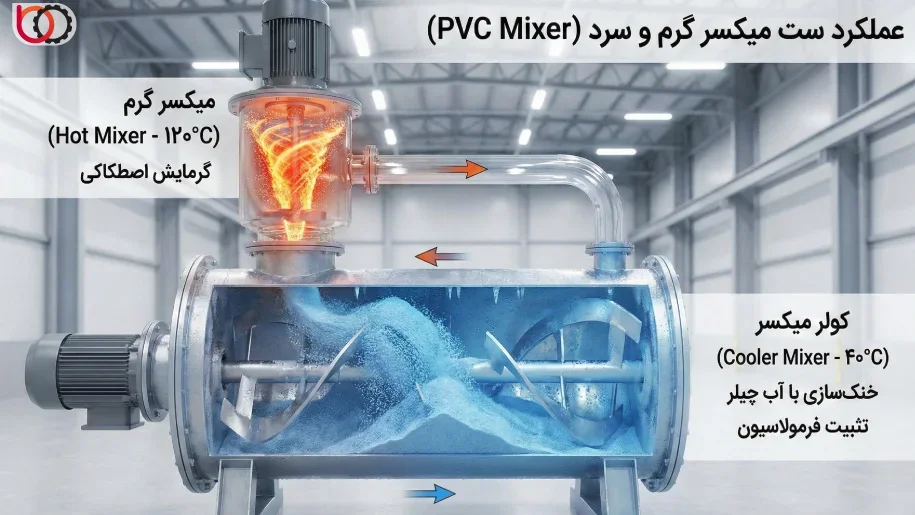
در خطوط تولید صنعتی، توربو میکسرها به ندرت به صورت تکی استفاده میشوند و اغلب به عنوان بخشی از یک واحد دومرحلهای به نام «ست میکسر گرم و سرد» (Heating & Cooling Mixer Unit) نصب میگردند. در این آرایش، میکسر ایستاده با سرعت بالا وظیفه گرمایش و اختلاط (Hot Mixer) را بر عهده دارد و مواد بلافاصله پس از رسیدن به دمای هدف، از طریق دریچه تخلیه پنوماتیک به مخزن پایینی (Cooler Mixer) منتقل میشوند. این پیوستگی فرآیند برای حفظ کیفیت مواد پلیمری حیاتی است.
دلیل فنی خنکسازی سریع مواد پلیمری
موادی که از میکسر گرم خارج میشوند، معمولاً دمایی بین ۱۱۰ تا ۱۳۰ درجه سانتیگراد دارند. اگر این پودر داغ مستقیماً بستهبندی شود یا در سیلو ذخیره گردد، دو مشکل فنی جدی رخ میدهد. اول اینکه حرارت محبوس شده در توده مواد باعث ادامه واکنشهای شیمیایی ناخواسته و تخریب حرارتی (Thermal Degradation) پلیمر میشود که تغییر رنگ و سوختن مواد را در پی دارد.
دوم اینکه پودر PVC و واکسهای ذوب شده در دمای بالا حالت چسبنده دارند. اگر بدون خنکسازی انبار شوند، ذرات به هم چسبیده و تشکیل کلوخههای سفت (Caking) میدهند که دیگر قابل استفاده در اکسترودر نیستند. بنابراین، شوک حرارتی و کاهش سریع دما به ۴۰ یا ۴۵ درجه سانتیگراد، برای تثبیت خواص مواد و جلوگیری از کلوخه شدن الزامی است.
تثبیت فرمولاسیون در کولر میکسر
میکسر خنککننده معمولاً ساختاری افقی با حجم بسیار بزرگتر از میکسر گرم (حدود دو تا سه برابر) دارد. دلیل این حجم بالا، افزایش سطح تماس مواد با بدنه خنک است. بر خلاف میکسر گرم که با سرعت بالا میچرخد، کولر میکسر با دور بسیار پایین کار میکند تا از تولید گرمای اصطکاکی مجدد جلوگیری شود.
در جدارههای این مخزن و حتی داخل شفت مرکزی آن، آب سرد (معمولاً آب چیلر) جریان دارد. پرههای همزن در این بخش طوری طراحی شدهاند که مواد را به آرامی روی سطوح سرد بغلتانند تا انتقال حرارت هدایتی به بهترین شکل انجام شود. این مرحله فراتر از سرد کردن ساده است؛ در واقع در این مرحله فرمولاسیون «تثبیت» میشود، الکتریسیته ساکن ذرات تخلیه میگردد و گازهای فرار مزاحم از مخلوط خارج میشوند تا پودری همگن و روان (Free Flowing) آماده تغذیه به دستگاه اکسترودر شود.
تفاوت فنی توربو میکسر و ریبون بلندر
در مهندسی فرآیند، انتخاب بین میکسر سرعت بالا (Turbo Mixer) و ریبون بلندر (Ribbon Blender) یک انتخاب سلیقهای نیست، بلکه بر اساس محاسبات دینامیک سیالات و نیاز حرارتی مواد انجام میشود. هر دو دستگاه وظیفه اختلاط را بر عهده دارند، اما رژیم جریان (Flow Regime) و مکانیزم انتقال انرژی در آنها کاملاً متفاوت است. برای درک دقیق این تفاوت، باید به تحلیل نیروهای وارد بر ذرات و عدد بیبعد فرود (Froude Number) بپردازیم.
تحلیل عدد فرود و رژیم جریان مواد
عدد فرود ($Fr$) نسبت نیروی گریز از مرکز به نیروی گرانش را نشان میدهد ($Fr = \frac{v^2}{gR}$).
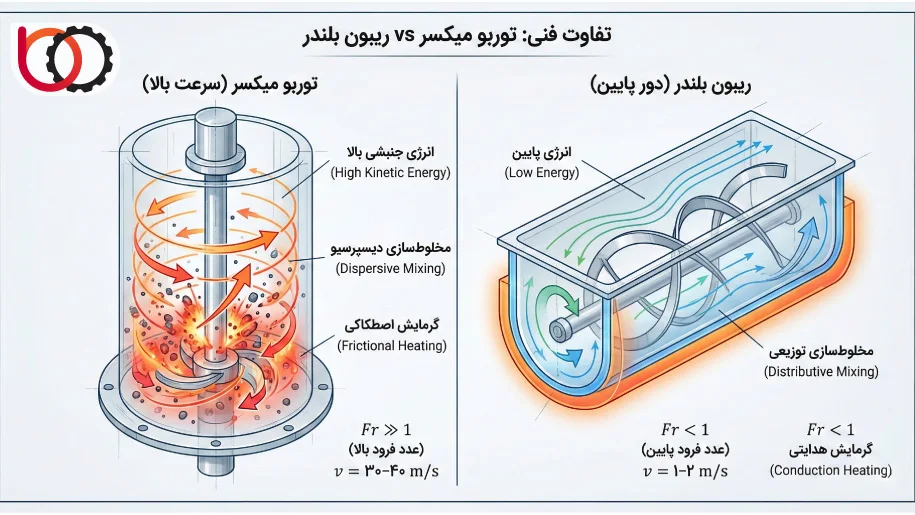
- در ریبون بلندر: سرعت چرخش پایین است (معمولاً ۳۰ تا ۶۰ دور در دقیقه). در این حالت عدد فرود کمتر از یک ($Fr < 1$) است. یعنی نیروی جاذبه بر نیروی گریز از مرکز غلبه دارد. مواد در کف مخزن میمانند و پره صرفاً آنها را جابجا میکند. این مکانیزم برای «مخلوطسازی توزیعی» (Distributive Mixing) مناسب است؛ جایی که هدف فقط پخش کردن ذرات در کنار هم است، بدون اینکه انرژی زیادی به آنها وارد شود.
- در توربو میکسر: سرعت چرخش بسیار بالاست (۵۰۰ تا ۱۰۰۰ دور در دقیقه). عدد فرود بسیار بزرگتر از یک ($Fr \gg 1$) است. در این حالت نیروی گریز از مرکز بر جاذبه غلبه میکند. مواد از کف کنده شده و به حالت تعلیق درمیآیند. این وضعیت منجر به «مخلوطسازی دیسپرسیو» (Dispersive Mixing) میشود؛ یعنی کلوخهها شکسته شده و ذرات با شدت بالا به هم برخورد میکنند.
تفاوت در مکانیزم انتقال حرارت (هدایت در برابر اصطکاک)
یکی از چالشهای اصلی در صنعت پلیمر، ضریب هدایت حرارتی پایین (Low Thermal Conductivity) پودر PVC است. پلاستیکها عایق حرارت هستند.
- محدودیت ریبون بلندر: در ریبون بلندر دوجداره، حرارت باید از روغن داغ داخل جداره به دیواره استیل و سپس به لایه اول پودر منتقل شود. چون پودر عایق است، حرارت به لایههای مرکزی منتقل نمیشود. برای گرم کردن یک تن مواد در ریبون بلندر، باید ساعتها زمان صرف کرد تا حرارت آرامآرام به مرکز نفوذ کند. این روش برای فرآیند ژلیفیکاسیون PVC که نیاز به دمای ۱۲۰ درجه دارد، ناکارآمد و غیرمنطقی است.
- مزیت توربو میکسر: در اینجا نیازی به انتقال حرارت از دیواره نیست. انرژی مکانیکی موتور ($KW$) مستقیماً توسط پرهها به انرژی حرارتی ($Heat$) تبدیل میشود. هر ذره پودر، خود به یک منبع تولید حرارت تبدیل میشود. این مکانیزم باعث میشود تمام حجم مواد (چه کنار دیواره و چه در مرکز) با نرخ یکسانی گرم شوند. سرعت افزایش دما در توربو میکسر حدود ۴ تا ۸ درجه سانتیگراد در دقیقه است، در حالی که این عدد در ریبون بلندر به سختی به ۰.۵ درجه در دقیقه میرسد.
مقایسه شدت ضربه و همگنسازی میکروسکوپی
در تولید کامپاند، هدف فقط مخلوط کردن نیست، بلکه نشاندن افزودنیها روی سطح رزین است (Coating).
توربو میکسر با سرعت نوک پره ۳۰ تا ۴۰ متر بر ثانیه، نیروی برشی (Shear Force) عظیمی ایجاد میکند. این نیرو باعث میشود واکسهای ذوب شده و استابلایزرها با فشار بالا به داخل خلل و فرج (Pores) دانه PVC تزریق شوند. حاصل کار، یک «درای بلند» (Dry Blend) با دانسیته ظاهری بالا و جریانپذیری عالی است.
اما ریبون بلندر فاقد نیروی برشی لازم است. افزودنیها صرفاً به صورت فیزیکی کنار رزین قرار میگیرند و به آن نمیچسبند. نتیجه این است که در زمان انتقال مواد به اکسترودر، افزودنیهای سنگینتر جدا شده (Segregation) و ته نشین میشوند که منجر به نوسان کیفیت در محصول نهایی میشود.
جدول مقایسه پارامترهای عملیاتی
برای جمعبندی دقیق فنی، پارامترهای عملکردی این دو دستگاه در جدول زیر مقایسه شدهاند:
| پارامتر فنی | توربو میکسر (High Speed Mixer) | ریبون بلندر (Ribbon Blender) |
| سرعت دوران (RPM) | ۵۰۰ الی ۱۰۰۰ دور در دقیقه | ۳۰ الی ۶۰ دور در دقیقه |
| سرعت خطی پره (Tip Speed) | ۳۰ الی ۴۰ متر بر ثانیه | ۱ الی ۲ متر بر ثانیه |
| مکانیزم گرمایش | اصطکاکی (تبدیل انرژی جنبشی) | هدایتی (از طریق جداره روغن داغ) |
| زمان رسیدن به ۱۲۰ درجه | ۸ الی ۱۰ دقیقه | بیش از ۶۰ دقیقه (در صورت امکان) |
| مصرف انرژی لحظهای | بالا (نیاز به موتور پرقدرت) | پایین |
| نوع اختلاط | دیسپرسیو (شکستن کلوخه و کوتینگ) | توزیعی (جابجایی ساده ذرات) |
| کاربرد اصلی | صنایع پلیمری (PVC)، کامپاندینگ | صنایع غذایی، دارویی، پودرهای ساده |
نکات ایمنی و حفاظتی در کار با میکسر سرعت بالا
توربو میکسرها در طبقهبندی ماشینآلات صنعتی، جزو تجهیزات با «ریسک بالا» (High Risk) قرار میگیرند. دلیل این امر، ذخیره انرژی جنبشی عظیم در روتور و تیغههاست. حتی پس از قطع جریان برق، اینرسی (لختی) باعث میشود که پرهها تا چند دقیقه با سرعت و گشتاور بالا به چرخش ادامه دهند. بنابراین، ایمنی در این دستگاهها صرفاً به معنای نصب یک دکمه استپ اضطراری نیست؛ بلکه نیازمند یک سیستم یکپارچه هوشمند برای جلوگیری از خطای انسانی است.

سیستمهای اینترلاک و قفل ایمنی درب (Interlock Systems)
مهمترین خطر در توربو میکسر، باز کردن درب مخزن در حین چرخش است. برای مقابله با این خطر، استاندارد ایمنی EN و CE الزام میکند که دستگاه مجهز به سیستم «اینترلاک» باشد. این سیستم نباید صرفاً یک میکروسوئیچ ساده باشد (چون میکروسوئیچ قابل دور زدن است).
در میکسرهای استاندارد صنعتی، از «قفلهای پنوماتیکی یا مگنتیک» استفاده میشود که مستقیماً با مدار فرمان درایو (Inverter) در ارتباط هستند. عملکرد این سیستم به این صورت است: تا زمانی که موتور در حال چرخش است، قفل درب تحت فشار هوا بسته میماند و حتی با زدن دکمه بازشو، عمل نمیکند. تنها زمانی که درایو فرمان توقف کامل (Zero Speed) را صادر کند، شیر برقی مسیر هوا را باز کرده و قفل آزاد میشود.
سنسور تشخیص توقف کامل (Zero Speed Switch)
یکی از اشتباهات رایج اپراتورها این است که به محض زدن دکمه استپ، تصور میکنند دستگاه ایستاده و اقدام به باز کردن درب میکنند. اما روتور سنگین میکسر ممکن است تا ۲ دقیقه بعد از قطع برق همچنان با سرعت خطرناکی بچرخد.
برای حل این مشکل مهندسی، از سنسورهای «تشخیص دور صفر» یا رلههای ایمنی مانیتورینگ ولتاژ برگشتی (Back EMF) استفاده میشود. این تجهیزات دور واقعی موتور را پایش میکنند و تا زمانی که دور به صفر مطلق نرسیده باشد، اجازه فعال شدن جکهای درب را نمیدهند. نصب این سیستم بر روی تمامی میکسرهای سرعت بالا، یک الزام قانونی در ایمنی محیط کار است.
پروتکلهای ایمنی در زمان تعمیرات و نظافت (LOTO)
بیشترین آمار حوادث قطع عضو در میکسرها، مربوط به زمان «نظافت» یا «تعویض رنگ» است. زمانی که اپراتور برای تمیز کردن تیغهها دست یا نیمی از بدن خود را وارد مخزن میکند. اگر در این حین شخص دیگری به اشتباه دکمه استارت را بزند، فاجعه رخ میدهد.
برای جلوگیری از این حوادث، باید پروتکل سختگیرانه LOTO (Lock Out, Tag Out) اجرا شود:
- قطع برق اصلی: کلید اصلی برق (Main Circuit Breaker) باید قطع شود.
- قفل کردن کلید: روی دسته کلید اصلی، یک قفل آویز نصب شود که کلید آن فقط در جیب تکنسین داخل مخزن باشد.
- نصب تگ هشدار: تابلوی «خطر – دستگاه در حال تعمیر است» روی پنل برق نصب شود.همچنین در میکسرهای مدرن، یک «سوئیچ ایمنی تعمیرات» (Safety Isolator Switch) دقیقاً در کنار مخزن نصب میشود تا اپراتور نظافتکننده، برق موتور را از همان نقطه به صورت فیزیکی قطع کند.
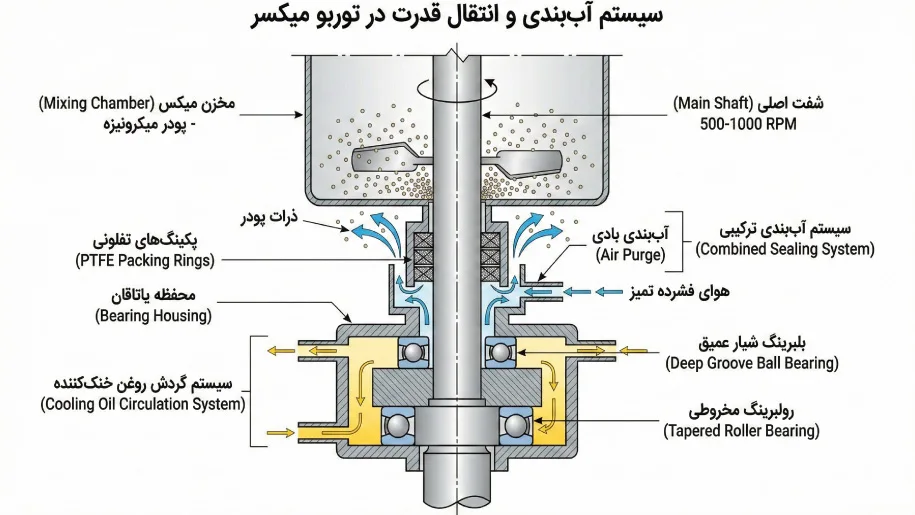
سیستم آببندی و انتقال قدرت در توربو میکسر
در توربو میکسرها، شفت اصلی با سرعتی بین ۵۰۰ تا ۱۰۰۰ دور در دقیقه میچرخد. این سرعت بالا چالشهای مهندسی سنگینی را در بخش یاتاقانبندی و آببندی (Sealing) ایجاد میکند. نفوذ حتی چند گرم از پودر میکرونیزه (مانند کربنات کلسیم یا PVC) به داخل محفظه بلبرینگ، مانند سمباده عمل کرده و باعث قفل شدن (Jamming) یا تخریب کامل یاتاقانها در عرض چند ساعت میشود. بنابراین، تفکیک کامل محیط داخل مخزن از محیط مکانیکی زیرین، اولویت اول طراحی است.
نقش یاتاقانها در تحمل دور بالا
شفت میکسر تحت تاثیر نیروهای شدید و متغیری است. وزن سنگین مواد که روی پره مینشیند نیروی محوری (Axial) و ضربات ناشی از پرتاب مواد نیروی شعاعی (Radial) ایجاد میکند. برای مهار این نیروها، از آرایش یاتاقانی خاصی استفاده میشود که معمولاً شامل یک رولبرینگ مخروطی (Tapered Roller Bearing) در پایین برای تحمل بار محوری و یک بلبرینگ شیار عمیق در بالا برای مهار لقی شعاعی است.
محفظه یاتاقان (Bearing Housing) باید دقیقاً ماشینکاری شده باشد تا همراستایی شفت حفظ شود. در مدلهای پیشرفته صنعتی، این محفظه مجهز به سیستم گردش روغن خنککننده است، زیرا اصطکاک ناشی از دور بالا گرمای زیادی در بلبرینگ تولید میکند که اگر دفع نشود، گریس نسوز داخل آن ذوب شده و یاتاقان خشک کار میکند.
جلوگیری از نشت پودر با پکینگهای مخصوص
نقطه اتصال شفت به کف مخزن، محل عبور است و ذاتاً دارای درز است. برای مسدود کردن این درز در برابر پودرهای بسیار ریز، از سیستمهای آببندی ترکیبی استفاده میشود. روش متداول، استفاده از پکینگهای تفلونی (PTFE) با مقاومت حرارتی بالاست که دور شفت فشرده میشوند.
اما در میکسرهای حرفهای، تنها به پکینگ اکتفا نمیشود. یک سیستم حیاتی به نام «آببندی بادی» یا Air Purge در این قسمت تعبیه میشود. در این مکانیزم، هوای فشرده تمیز از طریق مجاری تعبیه شده در هوزینگ، با فشاری بالاتر از فشار داخل مخزن به سمت شکاف آببندی دمیده میشود. این جریان هوا مانند یک پرده نامرئی عمل میکند و پودر را به عقب میراند و اجازه نمیدهد ذرات ریز حتی به نزدیکی کاسه نمدها برسند. تنظیم صحیح فشار این باد، ضامن عمر طولانی سیستم آببندی است.
اصول نگهداری و تعمیرات میکسر سرعت بالا
نگهداری از ماشینی که روتور آن با جرم سنگین و سرعت خطی ۴۰ متر بر ثانیه در حال چرخش است، نیازمند پروتکلهای سختگیرانه «پایش وضعیت» (Condition Monitoring) است. در توربو میکسرها، خرابیها معمولاً ناگهانی رخ نمیدهند؛ بلکه با نشانههایی مانند تغییر صدا، افزایش دما یا لرزش آغاز میشوند. نادیده گرفتن این علائم در دورهای بالا (۸۰۰ تا ۱۰۰۰ RPM) میتواند منجر به حوادث مکانیکی شدید، از جمله شکستن شفت یا انهدام کامل گیربکس شود. برنامه نت (PM) در این تجهیزات باید بر سه محور اصلی متمرکز باشد: سیستم یاتاقانبندی، بالانس مجموعه روتور و سیستم آببندی.

پایش وضعیت یاتاقانها و بلبرینگها
بلبرینگهای شفت اصلی تحت تنشهای ترکیبی شدیدی قرار دارند. وزن مواد و روتور (بار محوری) و ضربات ناشی از پرتاب مواد (بار شعاعی) همزمان به آنها اعمال میشود.
برای جلوگیری از توقف خط تولید، اپراتور باید پارامترهای زیر را روزانه چک کند:
- پایش حرارتی (Thermography): دمای هوزینگ یاتاقان باید به صورت مداوم با سنسورهای PT100 یا دماسنج لیزری پایش شود. دمای کاری نرمال معمولاً بین ۵۰ تا ۷۰ درجه سانتیگراد است. اگر دما از ۸۵ درجه سانتیگراد فراتر رفت، دستور توقف فوری باید صادر شود. افزایش دما معمولاً نشانه سه چیز است: تزریق بیش از حد گریس (Over-greasing) که مانع دفع حرارت میشود، خرابی قفسه نگهدارنده ساچمهها، یا سفت بودن بیش از حد مهرههای پیشبار (Pre-load).
- روانکاری دقیق: استفاده از گریس نسوز معمولی (پایه لیتیوم ساده) برای این دور بالا اشتباه است. باید از گریسهای پایه «لیتیوم کمپلکس» یا «پلیاوره» با ویسکوزیته روغن پایه مناسب دور بالا استفاده شود. برنامه گریسکاری باید بر اساس ساعت کارکرد (مثلاً هر ۲۰۰ ساعت) و با مقدار دقیق (مثلاً ۲۰ گرم) انجام شود. تزریق زیاد گریس باعث «churning» و افزایش دمای شدید میشود.
آببندی شفت و تعویض پکینگها
حیاتیترین نقطه در نگهداری توربو میکسر، ناحیه ورود شفت به مخزن است. نفوذ پودر PVC یا کربنات کلسیم به داخل محفظه یاتاقان، مانند ورود سنباده به بلبرینگ است و عمر آن را به چند ساعت کاهش میدهد.
- تنظیم فشار هوای مثبت (Air Purge): اکثر میکسرهای استاندارد مجهز به سیستم آببندی بادی هستند. فشار هوای ورودی به این بخش باید همواره ۰.۵ تا ۱ بار بیشتر از فشار داخل مخزن تنظیم شود. تکنسین باید روزانه مسیر هوا و فیلترهای رطوبتگیر را چک کند. اگر هوا قطع شود یا مرطوب باشد، پودر بلافاصله وارد سیل میشود.
- تعویض پکینگهای تفلونی: پکینگهای آببندی (Gland Packing) قطعاتی مصرفی هستند. سفت کردن بیش از حد گلند باعث سوختن پکینگ و خط انداختن روی بوش شفت میشود. پکینگها باید زمانی تعویض شوند که نشتی با سفت کردن جزئی مهرهها قطع نمیشود. معمولاً از پکینگهای آرامید یا تفلون گرافیت برای مقاومت حرارتی و سایشی بهتر استفاده میشود.
بازرسی سایش تیغهها و جداره مخزن
تغییر در هندسه تیغهها مستقیماً روی کیفیت محصول و زمان پروسه اثر میگذارد.
- اندازهگیری گپ (Gap) تیغه کف: فاصله بین تیغه پایینی و کف مخزن باید در محدوده استاندارد (معمولاً ۲ تا ۴ میلیمتر) باشد. اگر این فاصله به دلیل سایش افزایش یابد (مثلاً به ۱۰ میلیمتر برسد)، لایهای از مواد در کف باقی میماند (Dead Zone) و عایق حرارت میشود. این موضوع باعث طولانی شدن زمان میکس و سوختن مواد در تخلیه میشود. این فاصله باید با استفاده از فیلر (Feeler Gauge) چک و با واشرهای تنظیم (Shims) اصلاح شود.
- ضخامتسنجی جداره: نقاطی از جداره مخزن که روبروی تیغههای پرتابکننده قرار دارند، تحت شدیدترین سایش هستند. مسئول فنی باید هر ۶ ماه یکبار با دستگاه ضخامتسنج اولتراسونیک، ضخامت این نقاط را اندازه بگیرد. اگر کاهش ضخامت از حد مجاز (مثلاً ۳۰٪ ضخامت اولیه) بیشتر شد، باید قبل از سوراخ شدن مخزن، اقدام به تعویض لاینر داخلی یا ترمیم اصولی کرد.
پارامترهای موثر در خرید توربو میکسر
خرید توربو میکسر یک سرمایهگذاری سنگین صنعتی است و اشتباه در انتخاب مشخصات فنی، مستقیماً «زمان سیکل تولید» (Cycle Time) و «کیفیت محصول» را هدف قرار میدهد. در بازار ماشینسازی، ظاهر اکثر دستگاهها شبیه هم است، اما تفاوت در جزئیاتی نهفته است که فقط یک مهندس باتجربه آنها را میبیند. خریداران هوشمند باید به جای تمرکز صرف بر «قیمت نهایی»، روی «توان عملیاتی» و «عمر قطعات» تمرکز کنند. در ادامه چکلیست فنی خرید را بررسی میکنیم.
محاسبه دقیق نسبت توان به حجم (Power Density)
اولین و مهمترین سوالی که باید از سازنده بپرسید، توان الکتروموتور (KW) است. اما توان به تنهایی کافی نیست؛ نسبت «توان به حجم مفید» ملاک است.
در میکسر سرعت بالا، موتور فقط برای چرخاندن نیست؛ موتور «منبع گرمایش» است. اگر موتوری ضعیف انتخاب شود، دستگاه نمیتواند اصطکاک لازم را ایجاد کند.
- استاندارد صنعتی: برای یک میکسر ۵۰۰ لیتری (با ظرفیت شارژ مواد حدود ۲۵۰ کیلوگرم)، موتور باید حداقل ۹۰ تا ۱۱۰ کیلووات قدرت داشته باشد.
- پیامد انتخاب موتور ضعیف: اگر روی همین دستگاه موتور ۷۵ کیلووات نصب شود، زمان رسیدن به دمای ۱۲۰ درجه از ۸ دقیقه به ۲۰ دقیقه افزایش مییابد. این یعنی تولید شما نصف میشود و هزینه برق مصرفی به ازای هر کیلو محصول، دو برابر میگردد.همچنین نوع موتور باید حتماً از کلاس Heavy Duty انتخاب شود تا بتواند گشتاور استارت بالا (زمانی که مخزن پر از پودر سنگین است) را تحمل کند.
متالورژی ساخت مخزن و کیفیت سطح (Surface Finish)
جنس و ضخامت ورق مخزن، عمر دستگاه را تعیین میکند.
- آلیاژ: برای کاربردهای عمومی PVC، استیل ۳۰۴ کافی است. اما اگر در فرمولاسیون از مواد خورنده یا اسیدی استفاده میکنید، حتماً باید استیل ۳۱۶L سفارش دهید.
- ضخامت جداره: با توجه به سایش شدید ناشی از برخورد ذرات با سرعت ۴۰ متر بر ثانیه، ضخامت جداره استوانه نباید کمتر از ۶ تا ۸ میلیمتر باشد. کف مخزن که بیشترین فشار را تحمل میکند، باید ضخامتی بین ۱۰ تا ۱۲ میلیمتر داشته باشد.
- کیفیت پولیش (Ra): سطح داخلی مخزن باید «آینهای» باشد. زبری سطح (Roughness Average – Ra) باید زیر ۰.۴ میکرون باشد. اگر سطح مات یا زبر باشد، پودر پیویسی در خلل و فرج ریز سطح گیر کرده، میسوزد و در بچهای بعدی به صورت خالهای سیاه (Black Specs) در محصول نهایی ظاهر میشود.
سیستم تخلیه و شیر پنوماتیک
گلوگاه خط تولید، سرعت تخلیه مواد است. شیر تخلیه (Discharge Valve) باید طراحی ویژهای داشته باشد:
- قطر دهانه: دریچه تخلیه باید به اندازه کافی بزرگ باشد (مثلاً قطر ۲۰۰ یا ۲۵۰ میلیمتر برای میکسر ۵۰۰ لیتری) تا مواد داغ در کمتر از ۳۰ ثانیه کاملاً تخلیه شوند.
- آببندی دقیق: دریچه باید دقیقاً همسطح با انحنای داخلی مخزن (Contoured) باشد تا هیچ «منطقه مردهای» (Dead Space) پشت دریچه ایجاد نشود. اگر دریچه پله داشته باشد، مواد در آنجا جمع شده و میکس نمیشوند.
- جک پنوماتیک: سیستم باز و بست باید توسط جکهای پنوماتیک قدرتمند و با سرعت بالا کنترل شود تا انتقال مواد به کولر بدون افت دما انجام گیرد.
تابلو برق و سیستم کنترل (The Brain)
قلب تپنده مکانیکی موتور است، اما مغز دستگاه تابلو برق است.
- درایو (اینورتر): وجود اینورتر (VFD) برای کنترل دور موتور الزامی است. استارت دستگاه باید نرم (Soft Start) باشد تا به گیربکس ضربه نزند. همچنین قابلیت تنظیم دور برای فرمولهای مختلف (مثلاً دور پایین برای PVC نرم و دور بالا برای PVC سخت) حیاتی است. برندهای معتبر اروپایی یا آسیایی درجه یک (مثل زیمنس، اشنایدر، دلتا) باید اولویت خرید باشند.
- سیستم مانیتورینگ: پنل اپراتوری باید مجهز به نمایشگر HMI باشد که نمودار لحظهای «دما – زمان» و «آمپر مصرفی» را نمایش دهد. این دادهها برای کنترل کیفیت و عیبیابی فرآیند ضروری هستند.
طراحی و ساخت توربو میکسر صنعتی در امید عمران سهند
در مجموعه ماشینسازی امید عمران سهند، نگاه ما به «توربو میکسر» فراتر از یک مخزن و موتور ساده است. ما این تجهیز را به عنوان قلب تپنده خط تولید پلیمر میشناسیم که کوچکترین نقص در آن، کل خروجی کارخانه را تحتالشعاع قرار میدهد. به همین دلیل، فرآیند طراحی و ساخت در کارخانه ما بر اساس استانداردهای دقیق مهندسی مکانیک و متالورژی تدوین شده است.
تمایز در مهندسی و کیفیت ساخت
آنچه میکسرهای امید عمران سهند را از نمونههای بازاری متمایز میکند، وسواس ما در جزئیات پنهان است:
- بالانس دینامیک فوقدقیق: تمامی روتورها و مجموعههای تیغه در کارخانه ما، پیش از مونتاژ نهایی روی دستگاههای بالانس دیجیتال پیشرفته تست میشوند. ما استاندارد لرزش را در سختگیرانهترین حالت (گرید G6.3 مطابق استاندارد ISO 1940) پاس میکنیم تا دستگاه در دورهای بالای ۱۰۰۰ RPM، حرکتی نرم، بیصدا و بدون ارتعاش داشته باشد.
- تیغههای مهندسیساز: ما تیغهها را صرفاً برش نمیدهیم؛ بلکه آنها را طراحی میکنیم. استفاده از آلیاژهای استنلس استیل ریختهگری شده با سختی بالا و قابلیت پوششدهی تنگستن کارباید (بنا به سفارش مشتری برای مواد ساینده)، عمر مفید تیغههای ما را تا ۳ برابر نمونههای معمولی افزایش داده است.
- مخازن با ضخامت اطمینان: ما در ضخامت ورق صرفهجویی نمیکنیم. مخازن ما با استفاده از ورقهای استنلس استیل ۳۰۴ یا ۳۱۶ (بسته به اسیدیته مواد) و با ضخامتهای بالا (حداقل ۶ تا ۱۰ میلیمتر) ساخته میشوند تا در برابر سایش مداوم پودر PVC، سالها بدون سوراخشدگی کار کنند.
- شخصیسازی بر اساس فرمولاسیون: ما دستگاه آماده نمیفروشیم؛ بلکه دستگاه را برای مواد شما میسازیم. توان موتور، شکل تیغه و سیستم خنککننده دقیقاً بر اساس نوع محصول شما (لوله، پروفیل، گرانول نرم یا سخت) محاسبه و اجرا میشود.
مشاوره فنی و سفارش
برای دریافت مشاوره تخصصی در زمینه انتخاب ظرفیت، استعلام مشخصات فنی و بازدید از خط تولید میکسرهای صنعتی، میتوانید با دپارتمان فنی ما تماس بگیرید. همچنین دعوت میکنیم برای مشاهده کیفیت ساخت از نزدیک، به کارخانه ما واقع در تبریز، شهرک صنعتی شهید سلیمانی مراجعه فرمایید. کارشناسان ما آمادهاند تا راهکارهای مهندسی متناسب با خط تولید شما را ارائه دهند.
https://omidomranco.com/Hcvlnu
کپی آدرس




