
دستگاه کنترل دما (TCU)؛ راهنمای جامع مهندسی
در بسیاری از فرآیندهای حساس صنعتی، از تزریق پلاستیک دقیق تا راکتورهای شیمیایی پیچیده، حفظ ثبات دما تنها یک پارامتر کیفی نیست، بلکه مرز باریک بین تولید محصول استاندارد و ایجاد ضایعات پرهزینه است. ما در بازدیدهای میدانی مشاهده کردهایم که نوسان دمایی حتی در حد $\pm 1^\circ C$، چگونه خواص مکانیکی قطعه پلیمری یا نرخ تبدیل در یک واکنش شیمیایی را تغییر میدهد. چالش اصلی که ذهن بسیاری از مدیران فنی را درگیر میکند، این است که آیا سیستمهای مرکزی تأسیسات (مانند بویلر یا چیلر) به تنهایی قادر به مدیریت این تعادل حرارتی دینامیک هستند، یا نیاز به یک سیستم کنترل دقیق در نقطه مصرف وجود دارد؟ پاسخ این چالش فنی، مستلزم شناخت صحیح عملکرد و قابلیتهای دستگاه کنترل دما (TCU) است.
ما در این مقاله تخصصی، به تحلیل مهندسی تمپرچر کنترل یونیت و مکانیزمهای انتقال حرارت در سیکلهای بسته میپردازیم. تمرکز اصلی ما بر بررسی تفاوتهای ترمودینامیکی بین TCU آب و TCU روغن و تشریح روشهای محاسباتی دقیق برای تعیین ظرفیت گرمایشی و دبی پمپ است. هدف ما ارائه دیدگاهی فراتر از کاتالوگهای فروش است تا مهندسان فرآیند و مسئولین نگهداری و تعمیرات، با درک عمیق از آناتومی و منطق کنترلی این تجهیزات، بتوانند راندمان حرارتی خطوط تولید خود را بهینهسازی کنند.
آنچه در این مطلب میخوانید :
- مکانیزم عملکرد و آناتومی دستگاه کنترل دما (Working Principle)
- انواع دستگاه کنترل دما بر اساس سیال عامل (TCU Types)
- محاسبات مهندسی و سایزینگ دستگاه TCU (Sizing & Calculation)
- فرمول محاسبه توان گرمایشی مورد نیاز (Heating Capacity)
- محاسبه بار برودتی فرآیند (Cooling Load)
- انتخاب پمپ مناسب (Pump Selection Criteria)
- کنترل دمای راکتورهای شیمیایی و دارویی (Reactor Temperature Control)
- صنعت تزریق پلاستیک و قالبگیری (Injection Molding)
- دایکست و ریختهگری تحت فشار (Die Casting)
- اکستروژن و کلندرینگ (Extrusion & Calendering)
- نصب، راهاندازی و لولهکشی دستگاه TCU
- نگهداری، تعمیرات و عیبیابی TCU (Maintenance & Troubleshooting)
- سیستمهای کنترل پیشرفته و پروتکلهای ارتباطی
- استانداردهای ایمنی و مکانیزمهای حفاظتی (Safety Protocols)
- راهکارهای بهینهسازی مصرف انرژی در TCU (Energy Efficiency Strategies)
- راهنمای خرید و استعلام قیمت دستگاه TCU
- سوالات متداول فنی و عیبیابی (FAQ)
- ۱. آیا میتوان از روغن موتور خودرو به جای روغن انتقال حرارت مخصوص استفاده کرد؟
- ۲. تفاوت سیستم خنککاری «مستقیم» (Direct) و «غیرمستقیم» (Indirect) چیست؟
- ۳. چرا فشار گیج پمپ نوسان دارد و عقربه ثابت نمیشود؟
- ۴. برای تزریق پلاستیک، دستگاه کنترل دمای آب بهتر است یا روغن؟
- ۵. منظور از «دبی پمپ» و اهمیت آن در کیفیت قطعه چیست؟
- ۶. چرا المنتهای دستگاه مدام میسوزند؟
- ۷. چگونه بفهمیم مبدل حرارتی رسوب گرفته است؟
مکانیزم عملکرد و آناتومی دستگاه کنترل دما (Working Principle)
دستگاه کنترل دما (TCU) یک سیستم ترمودینامیکی حلقه بسته (Closed-loop) است که با ایجاد تعادل بین منبع حرارتی و ظرفیت خنککاری، دمای سیال فرآیند را در محدوده تعیین شده تثبیت میکند. ما در تحلیل مهندسی این تجهیزات، عملکرد چهار زیرسیستم اصلی را بررسی میکنیم که هماهنگی آنها، ثبات دمایی (ΔT ≈ 0) را در نقطه مصرف تضمین میکند.
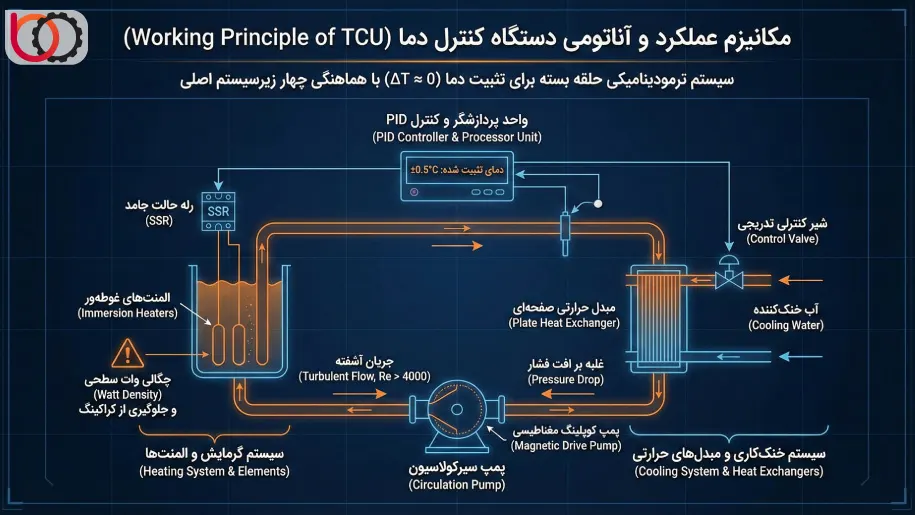
پمپ سیرکولاسیون (Circulation Pump)
گردش سیال ناقل حرارت و غلبه بر افت فشار مسیر (Pressure Drop) در مبدلهای حرارتی مصرفکننده، وظیفه اصلی پمپ است. در انتخاب پمپ TCU، دستیابی به جریان آشفته (Turbulent Flow) با عدد رینولدز بالا (Re > 4000) اولویت دارد، زیرا این رژیم جریانی ضریب انتقال حرارت جابجایی (h) را افزایش میدهد.
در سیستمهای TCU روغن که دمای کاری بالاتر از 200°C است، استفاده از پمپهای کوپلینگ مغناطیسی (Magnetic Drive) توصیه میشود. در این نوع پمپها، شفت یکپارچه و سیلهای مکانیکی حذف شدهاند تا ریسک نشت سیال داغ به محیط به طور کامل از بین برود. همچنین انطباق نقطه کاری (Operating Point) با منحنی عملکرد پمپ برای جلوگیری از کاویتاسیون ضروری است.
سیستم گرمایش و المنتها (Heating Elements)
افزایش دمای سیال در تمپرچر کنترل یونیت توسط مجموعه المنتهای غوطهور (Immersion Heaters) انجام میشود. پارامتر فنی تعیینکننده در طراحی این بخش، «چگالی وات سطحی» (Watt Density) است که بر حسب W/cm² محاسبه میشود. در TCU روغن، اگر چگالی وات از حد مجاز سیال بالاتر باشد، پدیده کراکینگ حرارتی رخ داده و لایه روغن در تماس با سطح المنت تجزیه میشود.
برای کنترل دقیق توان خروجی، ما به جای کنتاکتورهای الکترومکانیکی، از رلههای حالت جامد (SSR) استفاده میکنیم. این قطعات امکان مدولاسیون سریع جریان برق را فراهم میکنند که برای کنترل دقیق دما و کاهش نوسانات حرارتی تا حد ±0.5°C الزامی است.
سیستم خنککاری و مبدلهای حرارتی (Cooling System)
هنگامی که دمای سیال فرآیند به دلیل دریافت گرمای واکنش (Exothermic heat) یا اصطکاک برشی از نقطه تنظیم فراتر میرود، مدار خنککاری فعال میشود. در دستگاه کنترل دمای آب استاندارد، معمولاً از روش تزریق مستقیم استفاده میشود که در آن آب خنک ورودی مستقیماً با آب در گردش مخلوط میگردد.
اما در TCU روغن و سیستمهای آب تحت فشار، استفاده از مبدلهای حرارتی واسط ضروری است. در این پیکربندی، از مبدلهای صفحهای یا پوسته-لوله برای انتقال حرارت بین سیال داغ و آب کولینگ استفاده میشود. شیرهای برقی یا شیرهای کنترلی تدریجی، دبی آب خنککننده ورودی به مبدل را بر اساس نیاز سیستم تنظیم میکنند.
واحد پردازشگر و کنترل PID
مدیریت منطقی سیستم بر عهده برد الکترونیکی مجهز به الگوریتم PID (تناسبی-انتگرالی-مشتقی) است. این واحد با دریافت سیگنال آنالوگ از سنسور دما (معمولاً RTD Pt100)، خطای لحظهای دما را محاسبه کرده و فرمان اصلاحی را به هیتر یا شیر خنککننده ارسال میکند.
الگوریتم PID در یونیت کنترل دما با تنظیم ضرایب کنترلی، از بروز فراجهش دمایی (Overshoot) در مرحله گرماندازی جلوگیری میکند. سنسور دما معمولاً در خروجی دستگاه (Delivery Line) نصب میشود تا دمای ورودی به قالب یا راکتور با دقت بالا پایش شود.
انواع دستگاه کنترل دما بر اساس سیال عامل (TCU Types)
دستهبندی اصلی TCU در صنعت، نه بر اساس برند یا ظرفیت، بلکه بر مبنای «سیال ناقل حرارت» انجام میشود. انتخاب بین آب و روغن، تابع مستقیم دمای مورد نیاز فرآیند و محدودیتهای ترمودینامیکی سیال است. ما در مهندسی فرآیند، همواره آب را به دلیل ضریب انتقال حرارت جابجایی ($h$) بالاتر و ویسکوزیته سینماتیک ($\nu$) کمتر ترجیح میدهیم، اما محدودیت نقطه جوش، ما را در دماهای بالا ناچار به استفاده از روغن میکند.
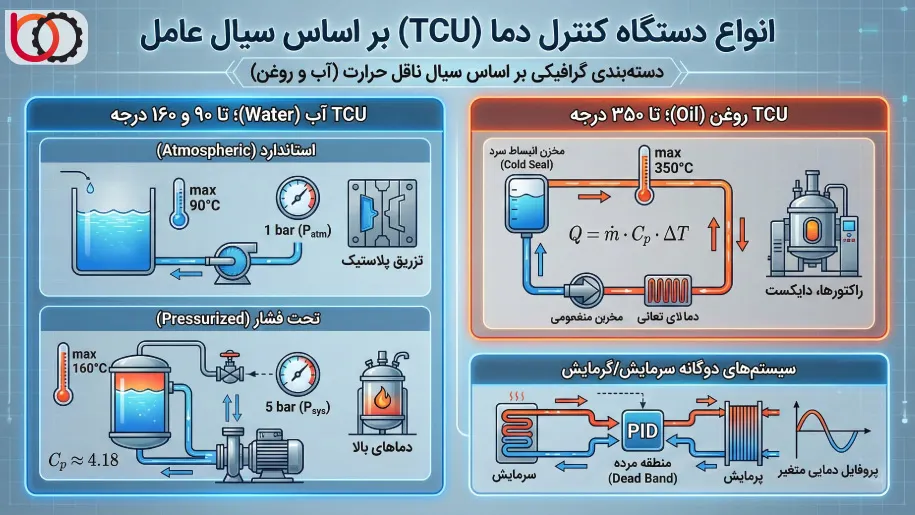
دستگاه کنترل دمای آب (Water TCU)؛ تا ۹۰ و ۱۶۰ درجه
آب به عنوان سیال عامل، دارای ظرفیت گرمایی ویژه ($C_p$) بسیار بالایی است (حدود ۴.۱۸ کیلوژول بر کیلوگرم-کلوین) که امکان انتقال سریع آنتالپی را فراهم میکند. ما TCU آب را به دو دسته مهندسی تقسیم میکنیم:
- TCU آب استاندارد (Atmospheric): این سیستمها در فشار اتمسفر ($P_{atm}$) کار میکنند و حداکثر دمای عملیاتی آنها ۹۰ درجه سانتیگراد است. در این مدلها، مخزن معمولاً باز است و پمپ تنها وظیفه غلبه بر افت فشار مدار ($\Delta P$) را دارد. کاربرد اصلی این تیپ در صنایع تزریق پلاستیک عمومی است.
- TCU آب تحت فشار (Pressurized Water): برای دستیابی به دماهای بالاتر از نقطه جوش آب (تا ۱۶۰ یا حتی ۱۸۰ درجه)، ما کل مدار را تحت فشار قرار میدهیم. طبق اصول ترمودینامیک، با افزایش فشار سیستم ($P_{sys}$)، نقطه جوش اشباع ($T_{sat}$) بالا میرود. در این سیستمها، فشار استاتیک مدار باید همواره بالاتر از فشار بخار اشباع آب در آن دما باشد تا از تغییر فاز و کاویتاسیون پمپ جلوگیری شود.
دستگاه کنترل دمای روغن (Oil TCU / Hot Oil Unit)؛ تا ۳۵۰ درجه
زمانی که دمای فرآیند از ۲۰۰ درجه فراتر میرود (مانند راکتورهای رزین، لاستیک و دایکست)، فشار بخار آب بسیار بالا رفته و طراحی مکانیکی سیستم را پیچیده و پرخطر میکند. در این شرایط، ما از TCU روغن استفاده میکنیم. روغنهای انتقال حرارت (Thermal Oils) حتی در دمای ۳۰۰ درجه فشار بخار پایینی دارند و میتوانند در فشار نزدیک به اتمسفر کار کنند.
با این حال، روغن دارای ظرفیت گرمایی پایینتری نسبت به آب است (نصف آب)؛ بنابراین طبق رابطه زیر، برای انتقال همان مقدار نرخ حرارتی، ما نیاز به دبی جرمی بالاتری داریم:
$$Q = \dot{m} \cdot C_p \cdot \Delta T$$
(که در آن $Q$ نرخ انتقال حرارت، $\dot{m}$ دبی جرمی سیال و $\Delta T$ اختلاف دما است).
چالش اصلی در دستگاه کنترل دمای روغن، افزایش ویسکوزیته در دمای پایین (Cold Start) و خطر اکسیداسیون یا لجنبندی روغن در دماهای بالا است. برای مدیریت این موضوع، طراحی «مخزن انبساط سرد» (Cold Seal) ضروری است تا روغن داغ در تماس مستقیم با اکسیژن هوا قرار نگیرد.
سیستمهای دوگانه گرمایش و سرمایش (Heating & Cooling Units)
در برخی فرآیندهای ناپیوسته (Batch)، ما نیاز داریم که دمای محصول را طبق یک پروفایل زمانی مشخص، بالا و پایین ببریم (مانند کریستالیزاسیون در راکتور). برای این کاربرد، یونیتهای ترکیبی طراحی میشوند که دارای دو مدار مستقل یا یک مدار با دو مبدل حرارتی هستند. کنترلر PID در این سیستمها باید قابلیت مدیریت «منطقه مرده» (Dead Band) را داشته باشد تا از سوئیچینگ مداوم و بیهوده بین حالت گرمایش و سرمایش جلوگیری کند.
محاسبات مهندسی و سایزینگ دستگاه TCU (Sizing & Calculation)
انتخاب ظرفیت دستگاه کنترل دما نباید بر اساس حدس و گمان یا کپیبرداری از خطوط تولید مشابه انجام شود. سایزینگ اشتباه (Over-sizing) هزینههای خرید و مصرف برق را بیدلیل بالا میبرد و انتخاب ظرفیت پایین (Under-sizing)، منجر به طولانی شدن زمان گرماندازی (Start-up) و عدم توانایی در تثبیت دمای واکنش میشود. ما در واحد مهندسی، از اصول ترمودینامیک و مکانیک سیالات برای محاسبه دقیق بار حرارتی و دبی پمپ استفاده میکنیم.
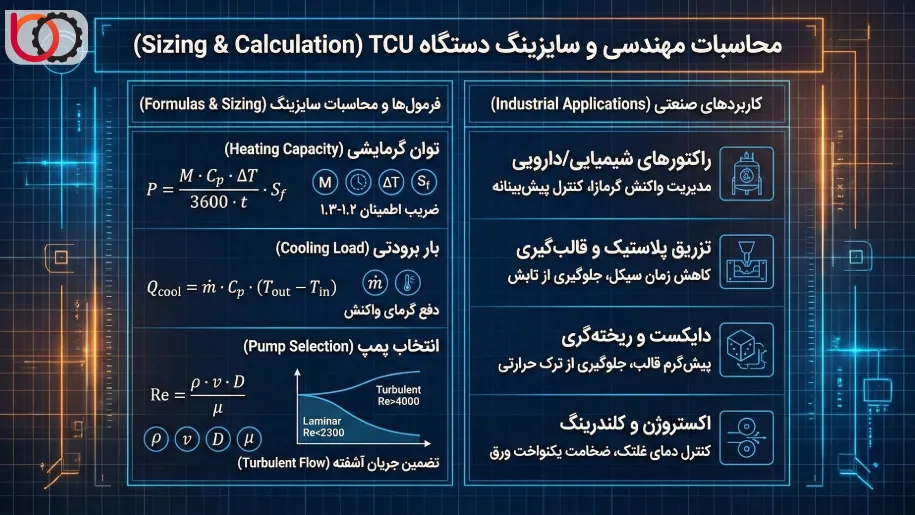
فرمول محاسبه توان گرمایشی مورد نیاز (Heating Capacity)
برای محاسبه توان المنتهای TCU (بر حسب کیلووات)، باید بدانیم چه مقدار انرژی لازم است تا جرم قالب یا راکتور ($M$) و سیال داخل آن، در مدت زمان مشخص ($t$) به دمای کاری برسد. فرمول پایه به صورت زیر است:
$$P = \frac{M \cdot C_p \cdot \Delta T}{3600 \cdot t} \cdot S_f$$
(که در آن $P$ توان گرمایشی به کیلووات، $M$ جرم کل سیستم به کیلوگرم، $C_p$ ظرفیت گرمایی ویژه و $S_f$ ضریب اطمینان است).
ما توصیه میکنیم ضریب اطمینان ($S_f$) را بین ۱.۲ تا ۱.۳ در نظر بگیرید تا تلفات حرارتی از سطح لولهها و بدنه دستگاه (Radiation & Convection losses) پوشش داده شود. اگر TCU روغن انتخاب میکنید، باید توجه داشته باشید که ظرفیت گرمایی ویژه روغن ($C_p \approx 0.5$) حدود نصف آب است، بنابراین با توان حرارتی یکسان، زمان گرماندازی در روغن طولانیتر خواهد بود.
محاسبه بار برودتی فرآیند (Cooling Load)
در فرآیندهای گرمازا (مانند پلیمریزاسیون در راکتور یا خنککاری قطعه در تزریق پلاستیک)، وظیفه تمپرچر کنترل یونیت دفع گرمای اضافی است. ظرفیت خنککاری ($Q_{cool}$) باید بیشتر از حداکثر گرمای تولیدی واکنش باشد. فرمول محاسبه بار برودتی بر اساس دبی و اختلاف دما به شرح زیر است:
$$Q_{cool} = \dot{m} \cdot C_p \cdot (T_{out} – T_{in})$$
(در اینجا $\dot{m}$ دبی جرمی سیال خنککننده و $T_{out} – T_{in}$ اختلاف دمای رفت و برگشت است).
در صنایع پلاستیک، محاسبه دقیقتر بر اساس «آنتالپی تزریق» ($h_{inj}$) و نرخ تولید انجام میشود. اگر ظرفیت برودتی کمتر از حد نیاز باشد، دمای قالب به مرور بالا رفته (Thermal Runaway) و باعث دفرمه شدن قطعه و افزایش زمان سیکل (Cycle Time) میشود.
انتخاب پمپ مناسب (Pump Selection Criteria)
انتخاب پمپ در TCU تنها بر اساس دبی حجمی ($Q$) نیست؛ بلکه فشار یا «هد پمپ» ($H$) باید بر افت فشار مسیر ($\Delta P$) غلبه کند. هدف نهایی ما ایجاد جریان آشفته (Turbulent Flow) در کانالهای خنککننده قالب یا کویل راکتور است، زیرا انتقال حرارت در جریان آرام (Laminar) بسیار ضعیف است.
برای اطمینان از جریان آشفته، عدد رینولدز ($Re$) باید بررسی شود:
$$Re = \frac{\rho \cdot v \cdot D}{\mu}$$
(که در آن $\rho$ چگالی سیال، $v$ سرعت سیال، $D$ قطر هیدرولیک لوله و $\mu$ ویسکوزیته دینامیک است).
ما باید پمپی را انتخاب کنیم که عدد رینولدز را بالای ۴۰۰۰ نگه دارد. اگر دبی پمپ کمتر از حد محاسبه شده باشد، اختلاف دمای ورودی و خروجی قالب ($\Delta T$) افزایش یافته و باعث ایجاد تنش حرارتی و تاب برداشتن (Warpage) در قطعات حساس میشود.کاربردهای صنعتی دستگاه کنترل دما (Industrial Applications)
دامنه عملکرد TCU محدود به یک صنعت خاص نیست؛ هر جا که تبادل حرارت دقیق برای حفظ خواص فیزیکی یا شیمیایی مواد لازم باشد، این تجهیزات حضور دارند. ما در تجربه مهندسی خود، تفاوتهای اساسی را در نحوه استفاده از تمپرچر کنترل یونیت در صنایع مختلف مشاهده کردهایم. در حالی که در تزریق پلاستیک، اولویت اصلی کاهش «زمان سیکل» ($t_{cycle}$) است، در صنایع شیمیایی، ایمنی و کنترل نرخ واکنش حرف اول را میزند.
کنترل دمای راکتورهای شیمیایی و دارویی (Reactor Temperature Control)
در فرآیندهای پلیمریزاسیون یا سنتز مواد دارویی، مدیریت گرمای واکنش (Exothermic/Endothermic Heat) حیاتی است. ما برای راکتورهای دوجداره (Jacketed Reactor) از TCUهایی با ظرفیت گرمایش و سرمایش همزمان استفاده میکنیم. چالش اصلی در اینجا، تاخیر زمانی انتقال حرارت از سیال ژاکت به مواد داخل راکتور است.
برای غلبه بر این اینرسی حرارتی، کنترلر باید توانایی پیشبینی تغییرات دما ($\frac{dT}{dt}$) را داشته باشد. در واکنشهای شدیداً گرمازا، اگر سیستم کولینگ با تاخیر عمل کند، دمای راکتور از کنترل خارج شده (Runaway Reaction) و منجر به حادثه میشود. استفاده از TCU روغن برای دماهای بالا (تا ۳۰۰ درجه) و TCU آب برای دماهای پایینتر، بسته به نوع واکنش شیمیایی تعیین میشود.
صنعت تزریق پلاستیک و قالبگیری (Injection Molding)
بیش از ۶۰ درصد زمان هر سیکل تولید در تزریق پلاستیک، صرف خنککاری قطعه میشود. استفاده از دستگاه کنترل دمای قالب، دو هدف اصلی را دنبال میکند: کاهش زمان خنککاری ($t_{cooling}$) و بهبود کیفیت ابعادی. اگر دمای قالب یکنواخت نباشد، قطعه دچار تنش پسماند (Residual Stress) شده و پس از خروج از قالب تاب برمیدارد (Warpage).
ما با محاسبه دقیق دبی آب و استفاده از جریان آشفته، اختلاف دمای سطح قالب را به حداقل میرسانیم. همچنین، برای تولید قطعات مهندسی دقیق (مانند لنزهای پلیکربنات)، استفاده از TCU برای گرم نگه داشتن قالب در دمای خاص (مثلاً ۱۲۰ درجه) جهت جلوگیری از تشکیل «خط جوش» (Weld Lines) و مات شدن سطح قطعه الزامی است.
دایکست و ریختهگری تحت فشار (Die Casting)
در ریختهگری فلزات (آلومینیوم و روی)، قالبهای فولادی تحت شوکهای حرارتی شدید قرار میگیرند. تزریق مذاب ۷۰۰ درجه به قالب سرد، باعث ایجاد ترکهای ریز حرارتی (Heat Checking) و کاهش عمر قالب میشود. ما در این صنعت از TCU روغن با ظرفیت بالا برای پیشگرم کردن قالب قبل از شروع تولید استفاده میکنیم.
ثابت نگه داشتن دمای قالب دایکست در محدوده ۲۰۰ تا ۳۰۰ درجه، نه تنها عمر قالب را تا ۳۰ درصد افزایش میدهد، بلکه باعث پر شدن کامل حفرههای قالب (Cavity Filling) و کاهش تخلخل (Porosity) در قطعه نهایی میشود.
اکستروژن و کلندرینگ (Extrusion & Calendering)
در خطوط تولید ورق و فیلم پلیمری، دمای غلتکها (Rollers) تعیینکننده ضخامت و شفافیت محصول است. هر غلتک معمولاً به یک دستگاه کنترل دما مستقل متصل است تا پروفایل دمایی دقیقی در طول خط ایجاد شود. اگر دمای غلتکها نوسان داشته باشد ($T_{roller} \neq constant$)، ویسکوزیته پلیمر تغییر کرده و ضخامت ورق در نقاط مختلف متفاوت خواهد شد. در اینجا، دقت کنترلر PID و پایداری دبی پمپ اهمیت ویژهای دارد.
نصب، راهاندازی و لولهکشی دستگاه TCU
عملکرد صحیح و طول عمر TCU به همان اندازه که به کیفیت ساخت وابسته است، به رعایت اصول مهندسی در نصب و لولهکشی (Piping) نیز بستگی دارد. ما در پروژههای صنعتی بارها شاهد بودهایم که استفاده از شلنگهای نامناسب یا عدم رعایت سایزینگ لولهها، باعث افت فشار شدید ($\Delta P$) و کاهش راندمان انتقال حرارت شده است. نصب غیرصولی نه تنها عملکرد سیستم را مختل میکند، بلکه در TCU روغن میتواند خطرات ایمنی جدی (مانند نشتی و آتشسوزی) ایجاد کند.
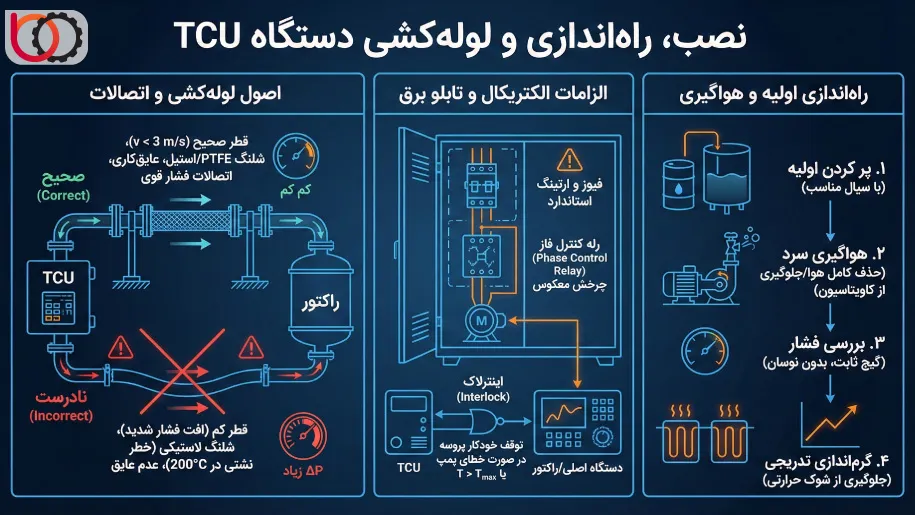
اصول لولهکشی و اتصالات (Piping Best Practices)
اولین گام در نصب، انتخاب قطر صحیح لوله بر اساس دبی پمپ است. سرعت سیال ($v$) در لولههای رابط نباید از حد مجاز فراتر رود (معمولاً زیر ۳ متر بر ثانیه برای جلوگیری از سایش و افت فشار). رابطه افت فشار با قطر لوله به صورت معکوس و با توان ۵ است؛ یعنی کاهش اندک در قطر شلنگ، افت فشار را به شدت افزایش میدهد.
ما برای TCU روغن با دمای بالای ۲۰۰ درجه، اکیداً توصیه میکنیم از شلنگهای تفلونی (PTFE) با روکش حصیری استیل یا لولههای فلکسیبل استنلس استیل استفاده شود. شلنگهای هیدرولیک لاستیکی معمولی در این دماها خشک شده و ترک میخورند. همچنین، تمام اتصالات باید از نوع فلنجی یا دندهای فشار قوی (NPT/BSP) با واشرهای نسوز (مانند گرافیت یا وایتون) باشند تا ریسک نشتی روغن داغ به صفر برسد. عایقکاری (Insulation) لولهها نیز برای جلوگیری از اتلاف انرژی و سوختگی اپراتور الزامی است.
الزامات الکتریکال و تابلو برق
تغذیه برق دستگاه باید از طریق یک تابلوی مستقل مجهز به فیوزهای مناسب و سیستم ارتینگ (Earthing) استاندارد انجام شود. ما در طراحی مدار فرمان، حتماً از «رله کنترل فاز» استفاده میکنیم تا از چرخش معکوس پمپ جلوگیری شود؛ زیرا چرخش معکوس در پمپهای سانتریفیوژ باعث کاهش شدید دبی و فشار خروجی میشود.
علاوه بر حفاظتهای معمول (بیمتال و مینیاتوری)، برقراری «اینترلاک» (Interlock) بین دستگاه کنترل دما و ماشین اصلی (مثلاً دستگاه تزریق یا راکتور) حیاتی است. این ویژگی باعث میشود که اگر پمپ TCU از کار افتاد یا دمای سیال از حد مجاز فراتر رفت ($T > T_{max}$)، پروسه اصلی به طور خودکار متوقف شود تا از خسارت به قالب یا مواد جلوگیری گردد.
راهاندازی اولیه و هواگیری (Commissioning & Venting)
خطرناکترین مرحله برای پمپهای سیرکولاسیون، لحظه استارت اولیه است. وجود هوا در مدار باعث پدیده «کاویتاسیون» (Cavitation) و خوردگی پروانه پمپ میشود. ما دستورالعمل دقیقی برای هواگیری داریم:
- پر کردن اولیه: مخزن ذخیره را با سیال (آب سختیگیری شده یا روغن حرارتی) پر کنید.
- هواگیری سرد: قبل از روشن کردن هیترها، پمپ را روشن کرده و شیرهای هواگیری (Air Vent Valves) در نقاط مرتفع مدار را باز نگه دارید تا جریان سیال کاملاً یکنواخت و بدون حباب شود.
- بررسی فشار: گیج فشار خروجی پمپ باید عددی ثابت و متناسب با منحنی پمپ را نشان دهد. نوسان عقربه گیج نشانه وجود هوا در سیستم است.
- گرماندازی تدریجی: پس از اطمینان از گردش سیال، هیترها را پلهپله وارد مدار کنید تا شوک حرارتی به روغن یا قطعات مکانیکی وارد نشود.
نگهداری، تعمیرات و عیبیابی TCU (Maintenance & Troubleshooting)
توقف ناگهانی دستگاه کنترل دما در خطوط تولید پیوسته (مانند اکستروژن یا پتروشیمی)، هزینههایی بسیار فراتر از قیمت خود دستگاه تحمیل میکند. تجربه ما نشان میدهد که بیش از ۸۰ درصد خرابیهای اضطراری (Breakdown) در TCU، ناشی از نادیده گرفتن سرویسهای دورهای و عدم پایش کیفیت سیال است. ما در اینجا یک برنامه جامع نت (PM) و راهنمای عیبیابی تخصصی ارائه میدهیم که میتواند عمر مفید تجهیزات را تا دو برابر افزایش دهد.
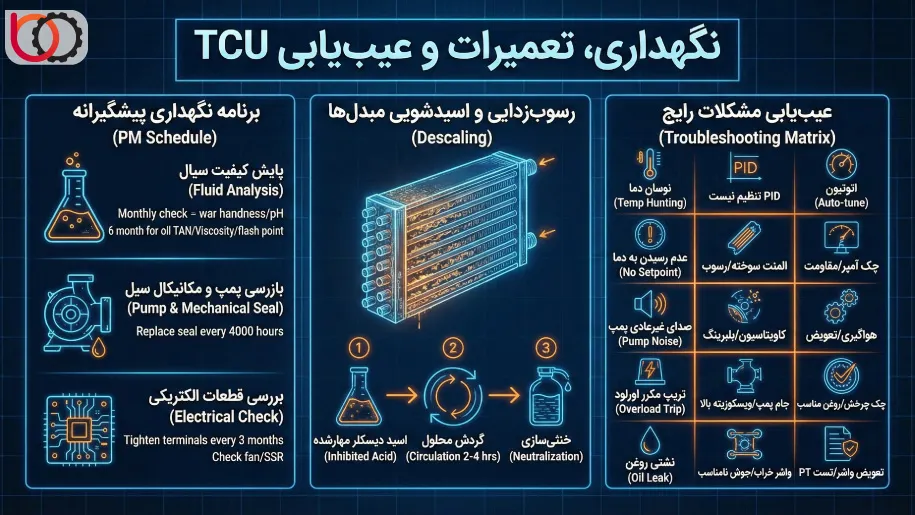
برنامه نگهداری پیشگیرانه (PM Schedule)
تدوین چکلیست سرویس و نگهداری باید بر اساس ساعت کارکرد دستگاه (Run hours) تنظیم شود، نه تقویم زمانی.
- پایش کیفیت سیال (Fluid Analysis):
- در TCU آب، سختی آب ($TH$) و pH باید ماهانه کنترل شود. رسوبگذاری در مبدلها باعث کاهش ضریب انتقال حرارت ($U$) و افزایش دمای کاری المنتها میشود.
- در TCU روغن، نمونهبرداری و ارسال به آزمایشگاه هر ۶ ماه الزامی است. پارامترهایی مثل «عدد اسیدی» (TAN)، ویسکوزیته و نقطه اشتعال (Flash Point) باید بررسی شوند. اگر روغن بوی سوختگی دهد یا سیاه شود، نشاندهنده اکسیداسیون یا کراکینگ حرارتی است و باید فوراً تعویض گردد.
- بازرسی پمپ و مکانیکال سیل:
- نشتی قطرهای از زیر شفت پمپ، اولین نشانه خرابی مکانیکال سیل (Mechanical Seal) است. ما توصیه میکنیم سیلها هر سال یا هر ۴۰۰۰ ساعت کارکرد (هر کدام زودتر رسید) تعویض شوند. خشک کار کردن پمپ حتی برای چند ثانیه، فیسهای سرامیکی/کربنی سیل را نابود میکند.
- بررسی قطعات الکتریکی:
- سفت کردن ترمینالهای قدرت (Tightening) هر ۳ ماه یکبار برای جلوگیری از ایجاد مقاومت تماسی و گرم شدن کابلها ضروری است. همچنین عملکرد فن خنککننده تابلو برق و سلامت رلههای SSR باید چک شود.
رسوبزدایی و اسیدشویی مبدلها (Descaling)
کاهش راندمان خنککاری ($Q_{cool}$) معمولاً به دلیل تشکیل لایه رسوب (Fouling) روی سطوح تبادل حرارت است. حتی یک لایه رسوب کلسیمی به ضخامت ۱ میلیمتر، میتواند انتقال حرارت را تا ۴۰ درصد کاهش دهد.
برای رفع این مشکل، ما فرآیند اسیدشویی (CIP) را پیشنهاد میکنیم:
- استفاده از اسید دیسکلر (Descaler) با پایه مهارشده (Inhibited Acid) که به فلزات مس و استیل آسیب نزند.
- گردش محلول اسید در مدار به مدت ۲ تا ۴ ساعت با دبی کنترل شده.
- خنثیسازی (Neutralization) با محلول قلیایی پس از اتمام کار برای جلوگیری از خوردگی اسیدی باقیمانده.
عیبیابی مشکلات رایج (Troubleshooting Matrix)
ما در جدول زیر، شایعترین مشکلات گزارش شده توسط اپراتورها و راهحلهای مهندسی آنها را تحلیل میکنیم:
| مشکل مشاهده شده | علت احتمالی فنی | راهکار اصلاحی |
| نوسان شدید دما (Temperature Hunting) | تنظیم نبودن ضرایب PID ($K_p, K_i, K_d$) | اجرای اتوتیون (Auto-tune) کنترلر یا تنظیم دستی بهره تناسبی. |
| عدم رسیدن به دمای ستپوینت | سوختن یکی از المنتها یا رسوبگرفتگی هیتر | اندازهگیری آمپر مصرفی هر فاز و مقاومت اهمی المنتها. |
| صدای غیرعادی پمپ (Noise) | کاویتاسیون (وجود هوا) یا خرابی بلبرینگ | هواگیری مجدد سیستم، بررسی فشار ورودی و تعویض بلبرینگها. |
| تریپ (Trip) مکرر اورلود | جام کردن شفت پمپ یا ویسکوزیته بالای روغن سرد | بررسی چرخش آزاد شفت با دست و استفاده از روغن با ویسکوزیته مناسب. |
| نشتی روغن از مخزن | خرابی واشر آببندی درب مخزن یا جوشخوردگی نامناسب | تعویض واشر با متریال وایتون (Viton) و تست نفوذ (PT) روی جوشها. |
سیستمهای کنترل پیشرفته و پروتکلهای ارتباطی
در معماری نوین کارخانجات (Industry 4.0)، دستگاه کنترل دما دیگر یک تجهیز مستقل و ایزوله نیست. یکپارچگی دادهها (Data Integration) بین TCU و سیستم کنترل مرکزی، شرط اصلی برای کاهش خطای انسانی و تضمین تکرارپذیری فرآیند است. ما در اینجا پروتکلهای استاندارد و لایههای ارتباطی مورد نیاز برای اتصال TCU به شبکه صنعتی را بررسی میکنیم.
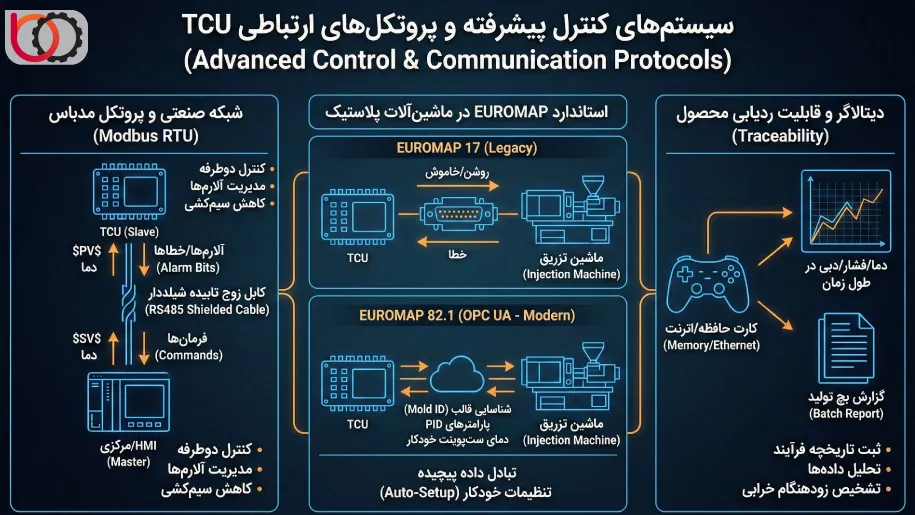
شبکه صنعتی و پروتکل مدباس (Modbus RTU)
پایه و اساس ارتباطات در اکثر TCUهای صنعتی، پروتکل Modbus بر روی بستر سختافزاری RS485 است. در این توپولوژی، کنترلر دستگاه به عنوان «Slave» و سیستم PLC یا HMI مرکزی به عنوان «Master» تعریف میشود.
مزایای فنی پیادهسازی این شبکه عبارتند از:
- کنترل دوطرفه (Bi-directional Control): اپراتور میتواند علاوه بر خواندن دمای لحظهای ($PV$)، دمای تنظیم شده ($SV$) را نیز از اتاق فرمان تغییر دهد.
- مدیریت آلارمها: کدهای خطا (Error Codes) مانند افت فشار، خرابی سنسور یا اضافه بار پمپ، به صورت بیتهای وضعیت (Status Bits) به سیستم مرکزی ارسال میشوند تا قبل از توقف خط، اقدامات اصلاحی انجام شود.
- کاهش سیمکشی: تمامی دادههای آنالوگ و دیجیتال تنها از طریق یک کابل زوج تابیده شیلددار (Twisted Pair Shielded) منتقل میشوند که نویزپذیری سیستم را به حداقل میرساند.
استاندارد EUROMAP در ماشینآلات پلاستیک
برای خریداران فعال در صنعت تزریق پلاستیک، انطباق TCU با استانداردهای کمیته اروپایی ماشینسازان (EUROMAP) یک الزام فنی است. این استانداردها، زبان مشترک بین ماشین تزریق و تجهیزات جانبی را تعریف میکنند:
- EUROMAP 17: یک استاندارد قدیمی مبتنی بر اتصالات سختافزاری (Hardware Interface) است که با استفاده از سوکتهای چند پین، تنها سیگنالهای سادهای مثل «روشن/خاموش» و «اعلام خطا» را منتقل میکند.
- EUROMAP 82.1: پروتکل مدرن مبتنی بر OPC UA است که امکان تبادل دادههای پیچیده را فراهم میکند. در این پروتکل، ماشین تزریق میتواند به صورت خودکار و بر اساس «قالب شناسایی شده»، پارامترهای PID و دمای ستتپوینت را در TCU بارگذاری کند. این ویژگی زمان تنظیمات (Setup Time) را در تعویض قالب به شدت کاهش میدهد.
دیتالاگر و قابلیت ردیابی محصول (Traceability)
در تولید قطعات حساس مهندسی (مانند قطعات پزشکی یا خودرویی ایمنی)، ثبت تاریخچه دمایی فرآیند الزامی است. مشتریان نهایی ممکن است نمودار تغییرات دمای قالب را برای یک بچ تولیدی خاص درخواست کنند.
کنترلرهای پیشرفته مجهز به کارتهای حافظه داخلی یا پورت Ethernet هستند که دادههای دما، فشار و دبی را با نرخ نمونهبرداری بالا (Sampling Rate) ذخیره میکنند. تحلیل این دادهها با نرمافزارهای مانیتورینگ، به تیم مهندسی کمک میکند تا انحرافات جزئی در عملکرد المنتها یا گرفتگیهای تدریجی در مدار خنککاری را قبل از بروز خرابی کامل تشخیص دهند.
استانداردهای ایمنی و مکانیزمهای حفاظتی (Safety Protocols)
کار با سیالات داغ (بهویژه روغن تا ۳۰۰ درجه سانتیگراد) و سیستمهای تحت فشار، خطرات بالقوهای برای اپراتور و تجهیزات ایجاد میکند. یک دستگاه کنترل دما استاندارد، باید دارای لایههای حفاظتی (Safety Layers) چندگانه باشد که مستقل از یکدیگر عمل کنند. ما در طراحی ایمنی، اصل «Failure Mode» را در نظر میگیریم؛ بدین معنی که اگر یک قطعه کنترلی خراب شد، سیستم باید به سمت وضعیت ایمن (Safe State) برود، نه وضعیت خطرناک.
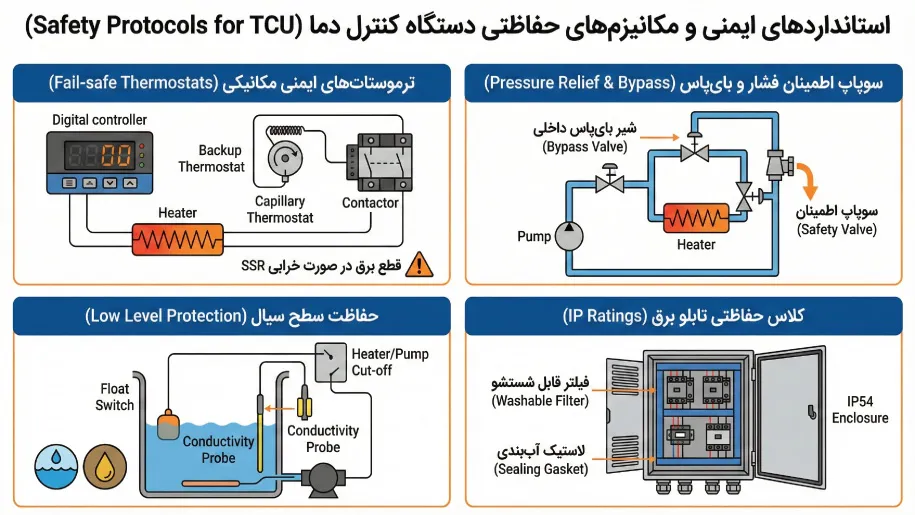
ترموستاتهای ایمنی مکانیکی (Fail-safe Thermostats)
بزرگترین اشتباه در دستگاههای غیر استاندارد، اتکای صرف به سنسور دمای اصلی (PT100) و کنترلر دیجیتال است. اگر رله خروجی (SSR) دچار اتصال کوتاه (Short Circuit) شود، المنتها دائم روشن میمانند و دما تا حد بحرانی بالا میرود، در حالی که کنترلر قادر به قطع جریان نیست.
برای جلوگیری از این سناریو، نصب یک ترموستات مکانیکی مویین (Capillary Thermostat) یا بی-متال به صورت سری در مدار فرمان کنتاکتور اصلی الزامی است. این ترموستات باید روی دمایی بالاتر از حداکثر دمای کاری تنظیم شود تا به عنوان «پشتیبان نهایی» عمل کند و در صورت عمل نکردن سیستم الکترونیکی، برق اصلی هیترها را قطع نماید.
سوپاپ اطمینان فشار و بایپاس (Pressure Relief & Bypass)
انسداد مسیر برگشت روغن یا آب (مثلاً به دلیل بسته شدن اشتباه شیر قالب یا گرفتگی شلنگ)، باعث افزایش ناگهانی فشار در پمپ میشود.
- شیر بایپاس داخلی: این مکانیزم بین خط رفت و برگشت نصب میشود. اگر اختلاف فشار ($\Delta P$) از حد تنظیم شده (مثلاً ۳ بار) بالاتر رود، شیر باز شده و سیال را مستقیماً به ورودی پمپ برمیگرداند تا از آسیب به پمپ جلوگیری شود.
- سوپاپ اطمینان (Safety Valve): در سیستمهای تحت فشار، این سوپاپ آخرین خط دفاعی است. اگر فشار بخار یا انبساط سیال از حد تحمل مخزن فراتر رود، سوپاپ باز شده و فشار اضافه را تخلیه میکند. سایزینگ این سوپاپ باید بر اساس دبی بخار تولیدی در بدترین حالت محاسبه شود.
حفاظت سطح سیال (Low Level Protection)
خشک کار کردن المنتها (Dry Run)، سریعترین راه برای سوختن آنها و حتی ایجاد آتشسوزی در TCU روغن است. سیستم باید مجهز به سنسورهای تشخیص سطح باشد:
- در مخازن آب: استفاده از لولسوئیچهای شناوری (Float Switch) یا الکترودهای هدایتسنج (Conductivity Probes) رایج است.
- در مخازن روغن: به دلیل نارسانا بودن روغن، باید از سوئیچهای مکانیکی دمای بالا یا سنسورهای خازنی استفاده شود. به محض تشخیص افت سطح سیال، مدار فرمان باید بلافاصله برق هیتر و پمپ را قطع کند.
کلاس حفاظتی تابلو برق (IP Ratings)
در محیطهای صنعتی که غبار مواد پلیمری، رطوبت یا بخارات روغن وجود دارد، تابلو برق TCU باید دارای حداقل استاندارد حفاظتی IP54 باشد. نفوذ گرد و غبار به داخل تابلو، باعث گرم شدن قطعات، عدم تهویه صحیح هیتسینکها و جرقه زدن کنتاکتورها میشود. استفاده از فیلترهای قابل شستشو در ورودی فن تابلو و لاستیکهای آببندی دور درب، از الزامات اولیه طراحی است.
راهکارهای بهینهسازی مصرف انرژی در TCU (Energy Efficiency Strategies)
با افزایش تعرفههای برق صنعتی، راندمان انرژی دستگاه کنترل دما از یک پارامتر فرعی به یک شاخص اقتصادی کلیدی تبدیل شده است. بسیاری از واحدهای تولیدی نمیدانند که پمپهای سیرکولاسیون به صورت دائمکار (24/7) در مدار هستند و بهینهسازی آنها میتواند تاثیر چشمگیری در کاهش قبض برق داشته باشد. ما در اینجا راهکارهای عملیاتی مهندسی برای کاهش مصرف انرژی (kWh) را بررسی میکنیم.
کنترل دور پمپ با اینورتر (VFD Application)
در اکثر فرآیندهای تزریق یا راکتور، دبی پمپ بر اساس «بدترین شرایط» (Maximum Load) انتخاب میشود، در حالی که در ۸۰ درصد زمان سیکل، به دبی کامل نیاز نیست. استفاده از درایو فرکانس متغیر (VFD) به ما اجازه میدهد دور موتور را متناسب با نیاز لحظهای تنظیم کنیم.
طبق «قوانین تشابه پمپها» (Pump Affinity Laws)، توان مصرفی با مکعب سرعت رابطه دارد:
$$P_2 = P_1 \cdot (\frac{N_2}{N_1})^3$$
(که در آن $P$ توان مصرفی و $N$ سرعت دورانی است).
این رابطه نشان میدهد که کاهش تنها ۲۰ درصد از دور موتور پمپ (رساندن فرکانس به ۴۰ هرتز)، مصرف برق را حدود ۵۰ درصد کاهش میدهد. علاوه بر صرفهجویی انرژی، این کار باعث کاهش استهلاک مکانیکال سیل و بلبرینگها نیز میشود.
عایقکاری حرارتی صنعتی (Insulation Logic)
اتلاف حرارت از بدنه مخزن، لولههای ارتباطی و کلکتورها در یک TCU روغن که در دمای ۲۰۰ درجه کار میکند، بسیار قابل توجه است. محاسبات ترمودینامیکی نشان میدهد که یک متر لوله ۱ اینچ بدون عایق در دمای ۲۰۰ درجه، معادل ۴۰۰ وات انرژی را به محیط هدر میدهد.
- عایقکاری مخزن: استفاده از پشم سنگ فشرده (Rock Wool) یا عایقهای الاستومری با ضخامت حداقل ۵۰ میلیمتر، برای جلوگیری از اتلاف حرارت تابشی و همرفتی الزامی است.
- ژاکتهای حرارتی: برای شیرآلات و فیلترها که نیاز به بازدید دارند، باید از کاورهای نسوز بازشو (Removable Jackets) استفاده کرد. این کار علاوه بر حفظ انرژی، ایمنی پرسنل را در برابر سوختگی تماسی تامین میکند.
استفاده از مبدلهای حرارتی با راندمان بالا
در سیستمهای خنککاری، استفاده از مبدلهای صفحهای (PHE) به جای مبدلهای سنتی پوسته-لوله، راندمان انتقال حرارت را به شدت افزایش میدهد. ضریب کلی انتقال حرارت ($U$) در مبدلهای صفحهای حدود ۳ تا ۵ برابر مبدلهای لولهای است. این یعنی برای دفع یک بار حرارتی مشخص، به دبی آب کولینگ کمتر و پمپ کوچکتری نیاز داریم.
همچنین، تمیز نگه داشتن سطوح تبادل حرارت و رسوبزدایی دورهای، شرط لازم برای حفظ این راندمان است. افزایش رسوب (Fouling Factor)، باعث میشود کمپرسور چیلر مرکزی یا برج خنککننده برای جبران افت راندمان، ساعات بیشتری کار کند.
راهنمای خرید و استعلام قیمت دستگاه TCU
خرید دستگاه کنترل دما (TCU) در بازار صنعتی، فرآیندی پیچیده است که نباید صرفاً بر اساس «قیمت اولیه» انجام شود. اختلاف قیمتهای فاحش (گاهی تا ۵۰ درصد) بین دو دستگاه با مشخصات اسمی یکسان (مثلاً هر دو ۹ کیلووات)، اغلب ناشی از تفاوت در «لیست قطعات» (BOM) و کیفیت مهندسی مونتاژ است. ما در اینجا کالبدشکافی دقیقی از اجزای داخلی انجام میدهیم تا شما بتوانید در زمان استعلام قیمت، سوالات فنی درستی از سازنده بپرسید.
۱. ارزیابی فنی پمپ سیرکولاسیون (The Heart of the System)
پمپ، گرانترین و آسیبپذیرترین قطعه در TCU است. در پیشفاکتور، هرگز به عبارت کلی «پمپ یک اسب» اکتفا نکنید.
- تکنولوژی سیلبندی (Sealing Tech):برای TCU روغن با دمای بالای ۲۰۰ درجه، استفاده از پمپهای سانتریفیوژ معمولی با مکانیکال سیلهای ساده (کربن/سرامیک) یک اشتباه مهندسی است. این سیلها در برابر حرارت خشک شده و روغنریزی ایجاد میکنند. استاندارد صنعتی، استفاده از پمپهای «مگنتیک درایو» (Magnetic Drive) است که فاقد شفت مستقیم و سیل مکانیکی هستند. اگر بودجه محدود است، حداقل باید از پمپهای مخصوص روغن داغ با سیلهای «وایتون/سیلیکون کارباید» (Viton/SiC) استفاده شود.
- منحنی عملکرد (Performance Curve):از فروشنده بخواهید نمودار دبی-هد ($Q-H$) پمپ را ارائه دهد. پمپ باید در نقطه کاری مورد نظر شما (مثلاً دبی ۶۰ لیتر در دقیقه)، فشار کافی (حداقل ۳ تا ۴ بار) را تامین کند تا جریان آشفته ($Re > 4000$) در قالب تضمین شود. پمپهای خطی تاسیساتی (شوفاژی) به هیچ وجه برای فشار و دمای بالای فرآیندهای صنعتی مناسب نیستند.
کیفیت المنتها و سیستم کنترل توان (Heating Elements)
المنتها در تماس مستقیم با سیال هستند و کیفیت آنها تعیینکننده عمر مفید دستگاه و روغن است.
- چگالی وات سطحی (Watt Density):این پارامتر مهمترین شاخص فنی است که بسیاری از سازندگان آن را پنهان میکنند. هیترهای ارزانقیمت دارای چگالی وات بالا (المنت کوتاه با توان زیاد) هستند. این موضوع باعث میشود دمای سطح المنت به شدت بالا رفته و باعث سوختن موضعی روغن (Carbonization) شود. یک سازنده معتبر از المنتهای با طول بیشتر و چگالی وات پایین (کمتر از ۳ وات بر سانتیمتر مربع برای روغن) استفاده میکند.
- متریال روکش:در TCU آب، استفاده از المنتهای مسی معمولی باعث خوردگی گالوانیک میشود؛ استاندارد لازم، استینلس استیل ۳۰۴ یا ۳۱۶ است. در TCU روغن، پیشنهاد میشود از آلیاژ اینکولوی (Incoloy 800) استفاده شود که مقاومت حرارتی بسیار بالایی دارد.
- روش کنترل (SSR vs. Contactor):دستگاههای قدیمی از کنتاکتور برای قطع و وصل المنت استفاده میکنند که باعث نوسان دمای زیاد ($\pm 5^\circ C$) و خرابی زودرس پلاتینها میشود. دستگاه استاندارد باید مجهز به رلههای حالت جامد (SSR) باشد که با سرعت سوئیچینگ بالا، دما را با دقت ($\pm 0.5^\circ C$) کنترل میکنند.
۳. تابلو برق و قطعات الکترونیک (Electrical Layout)
تابلو برق، مرکز فرماندهی و حفاظت دستگاه است.
- برند قطعات: تفاوت قیمت و کیفیت بین یک کلید مینیاتوری اصلی اروپایی (مانند Schneider یا Siemens) با برندهای متفرقه آسیایی بسیار زیاد است. در محیطهای صنعتی گرم، قطعات اصلی ایمنی و پایداری را تضمین میکنند.
- مونتاژ استاندارد: استفاده از ترمینالهای ریلی، شمارهگذاری سیمها (Wire Ferrule)، داکتکشی منظم و رعایت رنگبندی استاندارد فازها، نشاندهنده کلاس کاری سازنده است. تابلوهای شلوغ و بدون نقشه برق (Wiring Diagram)، در زمان تعمیرات هزینههای سنگینی تحمیل میکنند.
۴. مخزن، لولهکشی و بدنه (Tank & Piping)
- جنس مخزن: در TCU آب، مخزن و لولهها حتماً باید از جنس استینلس استیل باشند تا زنگزدگی باعث گرفتگی مدار قالب نشود. استفاده از مخازن آهنی گالوانیزه فقط برای کاهش هزینه اولیه است و در بلندمدت خسارتبار خواهد بود.
- عایقکاری (Insulation): تمام سطوح داغ باید با عایقهای حرارتی ضخیم (الاستومری یا پشم سنگ) پوشانده شوند. دستگاهی که بدنه بیرونی آن داغ است، یعنی طراحی حرارتی ضعیفی دارد و انرژی شما را هدر میدهد.
- دسترسی تعمیراتی: طراحی شاسی باید به گونهای باشد که دسترسی به پمپ و هیتر آسان باشد (Side Panels). در برخی دستگاههای فشرده، برای تعویض یک المنت ساده باید کل دستگاه دمونتاژ شود که زمان توقف خط را افزایش میدهد.
سوالات متداول فنی و عیبیابی (FAQ)
در این بخش به پرسشهای تخصصی که توسط تیمهای مهندسی کارخانجات و اپراتورهای خط تولید مطرح میشود، پاسخ میدهیم. تمرکز ما بر حل مسائل عملیاتی و انتخاب صحیح تجهیزات است.
۱. آیا میتوان از روغن موتور خودرو به جای روغن انتقال حرارت مخصوص استفاده کرد؟
خیر، اکیداً ممنوع است. روغنهای موتور (Engine Oil) دارای افزودنیهای پاککننده و ویسکوزیته متغیر هستند که برای دماهای بالای ۲۰۰ درجه طراحی نشدهاند. این روغنها در سیستم بسته TCU به سرعت دچار «کراکینگ حرارتی» شده و لجن (Sludge) سنگینی تولید میکنند که باعث گرفتگی المنتها و سوختن پمپ میشود. باید حتماً از روغن انتقال حرارت (Thermal Oil) پایه مینرال یا سنتتیک استفاده شود که نقطه اشتعال (Flash Point) بالا و پایداری حرارتی طولانیمدت دارد.
۲. تفاوت سیستم خنککاری «مستقیم» (Direct) و «غیرمستقیم» (Indirect) چیست؟
در سیستم مستقیم (فقط مخصوص آب)، آب خنک ورودی مستقیماً با آب گرم در گردش مخلوط میشود. این روش ظرفیت خنککاری بالایی دارد اما اگر آب ورودی سختی داشته باشد، کل مدار قالب رسوب میگیرد.
در سیستم غیرمستقیم (مخصوص روغن و آب تحت فشار)، تبادل حرارت از طریق یک مبدل حرارتی (Plate یا Shell & Tube) انجام میشود و سیال خنککننده هرگز با سیال فرآیند مخلوط نمیشود. این روش برای حفظ کیفیت سیال و جلوگیری از شوک حرارتی به قالب مناسبتر است.
۳. چرا فشار گیج پمپ نوسان دارد و عقربه ثابت نمیشود؟
نوسان فشار (Pressure Fluctuation) معمولاً نشانه وجود هوا در سیستم یا «کاویتاسیون» (Cavitation) است.
علت اول: هواگیری ناقص در زمان راهاندازی. (راه حل: باز کردن شیرهای ونت در نقاط مرتفع).
علت دوم: دمای سیال به نقطه جوش نزدیک شده و فشار استاتیک ورودی پمپ ($NPSH_a$) کمتر از فشار بخار سیال است. (راه حل: افزایش فشار سیستم یا کاهش دما).
علت سوم: گرفتگی فیلتر صافی (Y-Strainer) در ورودی پمپ.
۴. برای تزریق پلاستیک، دستگاه کنترل دمای آب بهتر است یا روغن؟
انتخاب وابسته به دمای کاری است.
برای دماهای زیر ۹۰ درجه: TCU آب معمولی (بهترین راندمان انتقال حرارت).
برای دماهای ۹۰ تا ۱۶۰ درجه: TCU آب تحت فشار (راندمان خوب، اما نیاز به نگهداری دقیق فشار).
برای دماهای بالای ۱۶۰ درجه: TCU روغن (ایمنتر، فشار کاری پایین، اما ضریب انتقال حرارت کمتر).آب همواره ضریب انتقال حرارت جابجایی ($h$) بالاتری نسبت به روغن دارد و زمان خنککاری را کوتاهتر میکند، اما محدودیت نقطه جوش دارد.
۵. منظور از «دبی پمپ» و اهمیت آن در کیفیت قطعه چیست؟
دبی پمپ (Flow Rate) تعیینکننده رژیم جریان سیال در کانالهای خنککننده است. اگر دبی پایین باشد، جریان به صورت «آرام» (Laminar) حرکت میکند و انتقال حرارت ضعیف میشود. این موضوع باعث میشود اختلاف دمای ورودی و خروجی قالب ($\Delta T$) زیاد شود (مثلاً ۱۰ درجه). در نتیجه، یک طرف قطعه سرد و طرف دیگر گرم میماند که منجر به تاب برداشتن (Warpage) قطعه میشود. هدف ما همیشه رسیدن به جریان «آشفته» (Turbulent) با $\Delta T$ کمتر از ۲ تا ۳ درجه است.
۶. چرا المنتهای دستگاه مدام میسوزند؟
سوختن مکرر المنتها (Heater Failure) سه دلیل عمده دارد:
خشک کار کردن: سطح سیال پایین بوده و سیستم تشخیص سطح (Level Switch) عمل نکرده است.
رسوبگرفتگی: لایهای از رسوب آهک (در آب) یا کربن (در روغن) روی المنت نشسته و مانع انتقال حرارت میشود؛ در نتیجه دمای هسته المنت بالا رفته و ذوب میشود.
کیفیت پایین المنت: استفاده از المنت با «چگالی وات» بالا که مناسب سیال روغن نیست.
۷. چگونه بفهمیم مبدل حرارتی رسوب گرفته است؟
اگر متوجه شدید که دستگاه در مرحله گرمایش (Heating) مشکلی ندارد، اما در مرحله خنککاری (Cooling) نمیتواند دما را پایین بیاورد و دما از ستپوینت فراتر میرود (Overshoot)، به احتمال ۹۰ درصد مبدل حرارتی دچار گرفتگی شده است. کاهش دبی آب خنککننده خروجی و افزایش اختلاف دمای رفت و برگشت آب کولینگ، از نشانههای دیگر گرفتگی مبدل است.
https://omidomranco.com/xkgNnW
کپی آدرس




