تولید گرانول از ضایعات پلاستیک

افزایش حجم ضایعات پلاستیکی به یکی از چالشهای اصلی زیستمحیطی و صنعتی در جهان امروز تبدیل شده است. این مواد که چرخه عمر محدودی در حالت اولیه خود دارند، میتوانند به جای دفن یا رهاسازی در طبیعت، به یک منبع ارزشمند برای تولید محصولات جدید تبدیل شوند. فرآیند بازیافت پلاستیک، راهکاری کلیدی برای مقابله با این چالش است؛ اما حلقه اتصال میان ضایعات بیشکل و تولید کالای جدید، یک فرآیند صنعتی مشخص است: تولید گرانول از ضایعات پلاستیک.
این فرآیند، پلاستیکهای مصرفشده و ضایعاتی را به گرانول، یعنی شکلی استاندارد و یکنواخت از ماده اولیه ثانویه، تبدیل میکند. گرانول تولید شده به راحتی قابل حمل، ذخیرهسازی و استفاده در ماشینآلات مختلف صنعت پلاستیک است و به تولیدکنندگان اجازه میدهد تا با هزینه کمتر، محصولاتی با کیفیت قابل قبول تولید کنند. در واقع، تبدیل ضایعات به گرانول، جان دوبارهای به پلاستیک میبخشد و آن را به چرخه اقتصادی بازمیگرداند.
این مقاله یک راهنمای جامع و نقشه راه کامل برای افرادی است که قصد ورود به این کسبوکار ارزشمند را دارند. در ادامه، به صورت گام به گام تمام مراحل فرآیند، تجهیزات و دستگاههای مورد نیاز، روشهای مختلف تولید و تحلیل جنبههای اقتصادی آن را به صورت دقیق و فنی بررسی خواهیم کرد.
آنچه در این مطلب میخوانید :
- چرا تولید گرانول از ضایعات پلاستیک یک فرصت تجاری ارزشمند است؟
- آشنایی با گرانول به عنوان محصول نهایی فرآیند
- مراحل گام به گام تولید گرانول از ضایعات پلاستیک
- مرحله اول: جمع آوری و تفکیک ضایعات پلاستیک
- مرحله دوم: آسیاب و خرد کردن پلاستیک (تبدیل به پرک)
- مرحله سوم: شستشو و جداسازی ناخالصی ها
- مرحله چهارم: خشک کردن پرک های پلاستیک
- مرحله پنجم: ذوب و گازگیری مواد در دستگاه گرانول ساز (اکسترودر)
- مرحله ششم: فیلتراسیون مذاب برای حذف آلودگی نهایی
- مرحله هفتم: برش و سرد کردن رشته های پلاستیک
- مرحله هشتم: بسته بندی گرانول تولید شده
- تجهیزات و دستگاه های اصلی در خط تولید گرانول ضایعات پلاستیک
- روش های اصلی تولید گرانول از ضایعات پلاستیک کدامند؟
چرا تولید گرانول از ضایعات پلاستیک یک فرصت تجاری ارزشمند است؟
ورود به صنعت بازیافت و مشخصاً تولید گرانول، بیش از آنکه یک فعالیت زیستمحیطی باشد، یک فرصت اقتصادی هوشمندانه با تقاضای پایدار است. صنایع پاییندستی همواره به دنبال مواد اولیه ارزانتر برای کاهش هزینههای تولید خود هستند و گرانول بازیافتی این نیاز را به خوبی برطرف میکند. این فرآیند، ضایعاتی را که ارزش کمی دارند به محصولی قابل استفاده و استاندارد تبدیل میکند که دارای بازار فروش مشخصی است.
آشنایی با گرانول به عنوان محصول نهایی فرآیند
محصول خروجی این فرآیند، گرانول بازیافتی است؛ شکلی از قطعات کوچک و ساچمهای پلاستیک که به دلیل فرم یکنواخت و استاندارد، به راحتی در ماشینآلات تزریق پلاستیک، اکسترودرها و خطوط تولید مختلف قابل استفاده است. این محصول به عنوان ماده اولیه ثانویه در تولید طیف وسیعی از کالاهای پلاستیکی به کار میرود. برای آشنایی کامل با انواع، مشخصات فنی و کاربردهای این محصول، میتوانید به مقاله تخصصی ما در مورد گرانول بازیافتی مراجعه کنید.
مزایای کلیدی تبدیل ضایعات به گرانول (اقتصادی و زیست محیطی)
- کاهش هزینه مواد اولیه: گرانول بازیافتی قیمت بسیار کمتری نسبت به مواد پتروشیمی نو دارد و به همین دلیل تقاضای بالایی در میان تولیدکنندگان برای کاهش بهای تمام شده محصولاتشان دارد.
- حفظ منابع طبیعی: تولید پلاستیک از مواد نو نیازمند مصرف منابع نفتی و انرژی فراوان است. بازیافت پلاستیک و تولید گرانول، این وابستگی را کاهش داده و به حفظ منابع تجدیدناپذیر کمک میکند.
- کاهش حجم زباله و آلودگی: تبدیل ضایعات پلاستیکی به گرانول، از دفن یا سوزاندن آنها جلوگیری کرده و به شکل چشمگیری از آلودگی خاک، آب و هوا میکاهد.
- ایجاد اشتغال: راهاندازی خطوط تولید گرانول، از مرحله جمعآوری ضایعات تا فرآوری و فروش محصول نهایی، فرصتهای شغلی متعددی در سطوح مختلف ایجاد میکند.
- بازار تقاضای پایدار: تا زمانی که تولید و مصرف محصولات پلاستیکی ادامه دارد، همواره منبعی از ضایعات برای بازیافت و بازاری برای فروش گرانول بازیافتی وجود خواهد داشت.
مراحل گام به گام تولید گرانول از ضایعات پلاستیک
تبدیل ضایعات پلاستیکی به گرانول یک فرآیند صنعتی منظم و چند مرحلهای است که کیفیت محصول نهایی در گرو اجرای دقیق هر یک از این مراحل است. در ادامه، هر گام را به صورت دقیق و با جزئیات فنی آن تشریح میکنیم.
مرحله اول: جمع آوری و تفکیک ضایعات پلاستیک
این مرحله فونداسیون کل خط تولید گرانول است. کیفیت نهایی محصول، بیش از هر مرحله دیگری، به دقت و وسواس در اجرای این گام بستگی دارد. هرگونه سهلانگاری در تفکیک، در مراحل بعدی قابل جبران نخواهد بود و مستقیماً به افت کیفیت و ارزش گرانول تولیدی منجر میشود. این فرآیند خود شامل چند قدم اساسی است:
- قدم ۱: تامین و دستهبندی بار ورودی: ضایعات پلاستیک عمدتاً از دو منبع اصلی تامین میشوند که هر کدام ویژگیهای خاص خود را دارند:
- ضایعات صنعتی: این ضایعات شامل تکههای اضافی، محصولات معیوب و مواد اولیه استفاده نشده در کارخانههای تولیدی است. مزیت اصلی این نوع بار، خلوص بالا و یکدست بودن آن است. معمولاً تمیز هستند و جنس پلیمر آنها کاملاً مشخص است که فرآیند تفکیک را بسیار سادهتر و سریعتر میکند.
- ضایعات شهری: این دسته شامل انواع ظروف، بطریها، بستهبندیها و محصولاتی است که توسط عموم مردم مصرف و دور ریخته شدهاند. این بار به دلیل تنوع بالا، آلودگی با مواد غذایی و مایعات و ترکیب با انواع دیگر زبالهها، نیازمند فرآیند تفکیک بسیار دقیق و پیچیدهتری است.
- قدم ۲: تفکیک اولیه ناخالصیهای غیرپلاستیکی: بار ورودی، به خصوص ضایعات شهری، حاوی مقادیر زیادی مواد غیرپلاستیکی است. این مواد باید در اولین قدم حذف شوند. ضایعات بر روی یک نوار نقاله تفکیک (Sorting Belt) ریخته میشوند و کارگران مستقر در دو طرف نوار، به صورت دستی تمام ناخالصیهای مشخص مانند قوطیهای فلزی، بطریهای شیشهای، قطعات چوب، سنگ، پارچه و کاغذ را جدا میکنند. حذف این مواد حیاتی است، زیرا ورود فلزات میتواند به تیغههای دستگاه آسیاب آسیب جدی بزند و موادی مانند کاغذ در فرآیند ذوب میسوزند و به کربن تبدیل شده و باعث ایجاد ناخالصی و دود در محصول نهایی میشوند.
- قدم ۳: جداسازی بر اساس نوع پلیمر (گام حیاتی): این مهمترین و فنیترین بخش کار تفکیک است. پلیمرهای مختلف مانند روغن و آب با یکدیگر ترکیب نمیشوند و دمای ذوب و خواص فیزیکی متفاوتی دارند. ترکیب شدن حتی درصد کمی از یک پلیمر با پلیمر دیگر، ساختار مولکولی گرانول نهایی را تخریب کرده و آن را شکننده و عملاً بیارزش میسازد. کارگران تفکیک باید آموزش دیده باشند تا انواع پلاستیک را از روی ظاهر، بافت، صدا و کدهای بازیافت حک شده روی آنها (مانند کد ۱ برای PET، کد ۲ برای HDPE و کد ۵ برای PP) شناسایی و از یکدیگر جدا کنند. خروجی این قدم باید دستههای کاملاً یکدستی از یک نوع پلیمر خاص (مثلاً فقط پلیپروپیلن) باشد.
- قدم ۴: جداسازی بر اساس رنگ: پس از اینکه پلاستیکها بر اساس جنس از هم جدا شدند، مرحله نهایی تفکیک، جداسازی بر اساس رنگ است. این کار به دلایل تجاری و بازاریابی انجام میشود. گرانولهایی که رنگ شفاف یا یکدستی (مانند سفید، بیرنگ، آبی یا سبز) دارند، ارزش و قیمت بالاتری داشته و کاربردهای بیشتری در تولید محصولات جدید دارند. اگر پلاستیکهای رنگارنگ با هم مخلوط شوند، گرانول حاصل، رنگ تیرهای (معمولاً قهوهای یا خاکستری تیره) خواهد داشت که بازار فروش محدودتر و قیمت پایینتری دارد.
خروجی نهایی این مرحله، دستههای تفکیکشده و منظمی از پلاستیک است که از نظر جنس و رنگ کاملاً یکدست بوده و آماده ورود به مرحله بعدی، یعنی آسیاب شدن، هستند.
مرحله دوم: آسیاب و خرد کردن پلاستیک (تبدیل به پرک)
پس از آنکه ضایعات پلاستیکی به صورت کاملاً تفکیک شده و یکدست درآمدند، ابعاد بزرگ و نامنظم آنها مانعی برای مراحل بعدی، به خصوص شستشو و ذوب، محسوب میشود. هدف از مرحله آسیاب، کاهش اندازه این قطعات به ابعاد کوچکتر و یکنواختتری به نام «پرک» (Flake) است تا فرآیندهای بعدی با بالاترین بازدهی ممکن انجام شوند.
- قدم ۱: تغذیه دستگاه آسیاب: ضایعات پلاستیکی تفکیک شده، از طریق یک دهانه ورودی یا قیف (Hopper)، به داخل محفظه اصلی دستگاه آسیاب (Grinder/Shredder) هدایت میشوند. این کار میتواند به صورت دستی یا توسط نوار نقاله انجام شود. نکته مهم در این بخش، حفظ یک نرخ تغذیه ثابت و متناسب با ظرفیت دستگاه است. ورود حجم بیش از حد مواد به صورت یکباره میتواند به موتور و تیغههای دستگاه فشار آورده و فرآیند خردایش را مختل کند.
- قدم ۲: فرآیند خردایش و برش: قلب دستگاه آسیاب، یک روتور (Rotor) سنگین است که با سرعت بسیار بالایی (چندین صد دور در دقیقه) در حال چرخش است. روی این روتور، تعدادی تیغه متحرک (تیغههای چکشی) از جنس فولاد آلیاژی سختکاری شده نصب شدهاند. همزمان، بر روی بدنه داخلی محفظه نیز تعدادی تیغه ثابت قرار دارد. با ورود قطعات پلاستیک به محفظه، تیغههای دوار با ضربات سنگین و پیاپی، آنها را خرد کرده و به سمت تیغههای ثابت پرتاب میکنند. این برخورد متقاطع و عبور پلاستیک از فاصله میلیمتری میان لبه تیز تیغههای ثابت و متحرک، یک عمل برش و پارگی بسیار قدرتمند ایجاد میکند که پلاستیک را به سرعت به تکههای کوچکتر تبدیل مینماید.
- قدم ۳: کنترل ابعاد خروجی با توری: برای اطمینان از یکنواختی ابعاد محصول خروجی، در بخش زیرین محفظه خردایش، یک توری فلزی با سوراخهایی با قطر مشخص (معمولاً بین ۱۴ تا ۲۰ میلیمتر بسته به نوع پلاستیک و نیاز خط تولید) نصب شده است. فرآیند ضربه و برش در داخل محفظه تا زمانی ادامه پیدا میکند که ابعاد تکههای پلاستیک به اندازهای کوچک شود که بتوانند از سوراخهای این توری عبور کنند. این مکانیزم هوشمندانه تضمین میکند که خروجی دستگاه، یعنی پرکها، دارای ابعاد نسبتاً یکنواخت و همگنی باشند.
خروجی این مرحله، پرکهای پلاستیکی با ابعاد استاندارد است. این کاهش اندازه، سطح تماس پلاستیک را به شدت افزایش میدهد که دو مزیت کلیدی به همراه دارد: اول، فرآیند شستشو در مرحله بعد بسیار عمیقتر و موثرتر خواهد بود زیرا آب و مواد شوینده به تمام سطوح آلوده دسترسی پیدا میکنند. دوم، در مرحله نهایی یعنی ذوب، پرکهای یکنواخت با سرعت و دمای یکسانی ذوب میشوند که به تولید یک مذاب همگن و باکیفیت کمک شایانی میکند.
مرحله سوم: شستشو و جداسازی ناخالصی ها
پرکهای تولید شده در مرحله آسیاب، علیرغم ابعاد کوچک، همچنان حامل طیف وسیعی از آلودگیهای سطحی هستند. این آلودگیها شامل گرد و غبار، چربیها، باقیمانده محتویات ظروف، چسب لیبلها و سایر ناخالصیهای ریز است که در مرحله تفکیک دستی قابل جداسازی نبودهاند. مرحله شستشو با هدف حذف کامل این آلودگیها و خالصسازی نهایی پرکها قبل از ورود به فرآیند ذوب طراحی شده است.
- قدم ۱: شستشوی اولیه با اصطکاک: برای افزایش بهرهوری فرآیند، پرکها ابتدا وارد یک دستگاه شستشوی اصطکاکی میشوند. در این دستگاه، یک محور دوار با سرعت بالا، پرکها را به همراه آب به شدت به هم میساید و به دیوارههای توریشکل دستگاه میکوبد. این عمل سایش مکانیکی شدید، باعث جدا شدن بخش بزرگی از آلودگیهای سرسخت و چسبیده به سطح پرکها میشود. آب آلوده نیز به صورت مداوم از طریق دیوارههای توری خارج میگردد. این پیششستشو، بار آلودگی ورودی به مرحله اصلی را کاهش میدهد.
- قدم ۲: شستشوی اصلی و جداسازی بر اساس چگالی: این قدم، هوشمندانهترین و یکی از مهمترین بخشهای خط تولید است. پرکها پس از شستشوی اصطکاکی، به وانهای بزرگ شناورسازی منتقل میشوند. این وانها معمولاً با آب پر شدهاند و گاهی برای افزایش قدرت پاککنندگی، از آب گرم (حدود ۶۰ تا ۸۰ درجه سانتیگراد) و مواد شوینده صنعتی (مانند سود سوزآور) برای از بین بردن چربیها و چسبها استفاده میشود. در این وان، به طور همزمان دو عملیات کلیدی رخ میدهد:
- شستشوی کامل: حرکت و غوطهوری پرکها در آب داغ و محلول شوینده، باقیمانده آلودگیها را به طور کامل در خود حل کرده و از سطح پلاستیک پاک میکند.
- جداسازی نهایی: این فرآیند از اصل فیزیکی چگالی بهره میبرد. هر مادهای که چگالی آن از آب (۱ گرم بر سانتیمتر مکعب) بیشتر باشد، تهنشین شده و هر مادهای با چگالی کمتر، روی سطح آب شناور میماند. این خاصیت امکان یک تفکیک نهایی و بسیار دقیق را فراهم میکند. برای مثال، در فرآیند بازیافت بطریهای آب معدنی، پرکهای بدنه بطری که از جنس PET (با چگالی حدود ۱.۳۸) هستند، در آب تهنشین میشوند، در حالی که پرکهای مربوط به درب و لیبل بطری که معمولاً از جنس PP یا PE (با چگالی کمتر از ۱) هستند، روی سطح آب شناور میمانند. به این ترتیب، ناخالصیهای پلیمری سبکتر به راحتی از پلیمر اصلی جدا میشوند.
- قدم ۳: آبکشی نهایی: پس از خروج از وان شستشوی اصلی که ممکن است حاوی مواد شوینده باشد، پرکها باید به طور کامل آبکشی شوند تا هرگونه اثر باقیمانده از این مواد شیمیایی از سطح آنها پاک شود. این کار معمولاً در یک وان جداگانه با آب تمیز انجام میشود تا از خلوص صددرصدی ماده نهایی اطمینان حاصل گردد.
خروجی این مرحله، پرکهای پلاستیکی کاملاً تمیز، خالص و عاری از هرگونه آلودگی سطحی و ناخالصیهای پلیمری با چگالی متفاوت است که اکنون آماده ورود به مرحله حیاتی خشککردن هستند.
مرحله چهارم: خشک کردن پرک های پلاستیک
رطوبت، یکی از اصلیترین عوامل تخریب کیفیت در فرآیند تولید گرانول است. حضور حتی مقادیر جزئی آب در مرحله ذوب (که در دمای بالا انجام میشود)، منجر به تبخیر سریع آن و تولید بخار میشود. این بخار در پلاستیک مذاب حبس شده و پس از سرد شدن، به صورت حبابها و تخلخلهای بسیار ریز (معروف به “نقرهای شدن” یا Silver Streaks) در ساختار گرانول باقی میماند. این پدیده، خواص مکانیکی محصول نهایی، از جمله استحکام کششی و مقاومت در برابر ضربه را به شدت کاهش میدهد. بنابراین، مرحله خشککردن با هدف حذف کامل رطوبت از پرکهای شستهشده، یک گام کاملاً حیاتی و ضروری است.
- قدم ۱: آبگیری اولیه به روش مکانیکی: پرکها پس از خروج از وان آبکشی، حجم زیادی از آب سطحی را با خود حمل میکنند. حذف این حجم آب با استفاده از حرارت، بسیار زمانبر و پرهزینه خواهد بود. از این رو، در قدم اول از یک روش مکانیکی برای جداسازی بخش عمده آب استفاده میشود. پرکهای مرطوب وارد دستگاه خشککن سانتریفیوژی (Centrifugal Dryer) میشوند. این دستگاه شامل یک سبد توریشکل است که با سرعت بسیار بالا (معمولاً بیش از ۱۰۰۰ دور در دقیقه) میچرخد. نیروی گریز از مرکز قدرتمند حاصل از این چرخش، قطرات آب را از سطح پرکها جدا کرده و به سمت دیواره دستگاه پرتاب میکند و از طریق خروجیهای تعبیه شده، از سیستم خارج میشود. این فرآیند میتواند بیش از ۹۵ درصد از آب همراه پرکها را در عرض چند دقیقه حذف کند.
- قدم ۲: خشککردن نهایی به روش حرارتی: پس از آبگیری مکانیکی، پرکها دیگر خیس نیستند اما همچنان رطوبت سطحی و مقداری رطوبت عمقی (به خصوص در پلیمرهای جاذب آب) را به همراه دارند. برای حذف این رطوبت باقیمانده، از سیستمهای خشککن حرارتی استفاده میشود. یکی از متداولترین روشها، استفاده از سیستم هوای داغ است. در این روش، پرکها از طریق یک لوله یا کانال به صورت پیوسته به سمت بالای یک سیلو یا مخزن عمودی منتقل میشوند، در حالی که از پایین، جریانی از هوای داغ و خشک به سمت بالا دمیده میشود. این جریان هوای داغ در حین عبور از میان پرکها، رطوبت باقیمانده را تبخیر کرده و با خود به بیرون میبرد. دمای هوای داغ و مدت زمان قرارگیری پرکها در این سیستم، باید با توجه به نوع پلیمر و میزان رطوبت اولیه آن به دقت تنظیم شود. دمای بیش از حد میتواند باعث نرم شدن، کلوخه شدن یا حتی تخریب حرارتی پرکها شود، در حالی که دمای پایین یا زمان ناکافی، رطوبت را به طور کامل حذف نخواهد کرد.
خروجی این مرحله، پرکهای پلاستیکی کاملاً خشک، تمیز و آماده برای ورود به قلب خط تولید، یعنی دستگاه گرانول ساز است.
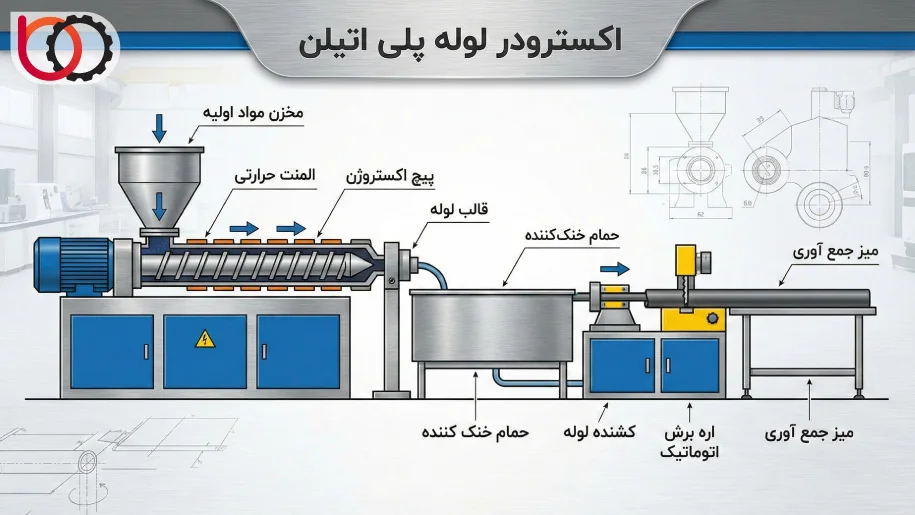
مرحله پنجم: ذوب و گازگیری مواد در دستگاه گرانول ساز (اکسترودر)
این مرحله، قلب تپنده خط تولید است؛ جایی که ماده اولیه جامد و تفکیکشده (پرک) به یک مذاب همگن، یکپارچه و آماده شکلدهی تبدیل میشود. این تحول فیزیکی در داخل دستگاه اکسترودر (Extruder) رخ میدهد. عملکرد صحیح این دستگاه و کنترل دقیق پارامترهای فرآیندی آن، تعیینکننده اصلی کیفیت ساختاری و ظاهری گرانولول نهایی است.
- قدم ۱: تغذیه و ورود مواد به سیلندر: پرکهای کاملاً خشک شده از طریق یک قیف یا هاپر (Hopper) که در ابتدای دستگاه قرار دارد، به داخل سیلندر (Barrel) دستگاه ریخته میشوند. در زیر این قیف، ماردون (یا پیچ حلزونی) قرار دارد که با چرخش خود، مواد را به تدریج به داخل سیلندر میکشد. این ناحیه اولیه سیلندر معمولاً خنک نگه داشته میشود تا از ذوب زودهنگام پلاستیک و چسبیدن آن به دهانه ورودی جلوگیری شود.
- قدم ۲: انتقال، فشردهسازی و ذوب تدریجی: با چرخش ماردون (Screw)، پرکها در طول سیلندر به سمت جلو رانده میشوند. طراحی ماردون به گونهای است که عمق شیارهای آن به تدریج کاهش مییابد. این کاهش عمق، باعث فشرده شدن پلاستیک و خروج هوای محبوس شده بین پرکها میشود. همزمان، المنتهای حرارتی که مانند کمربندهایی دور تا دور سیلندر نصب شدهاند، آن را به دمای مشخصی (که برای هر نوع پلاستیک متفاوت است) میرسانند. فرآیند ذوب پلاستیک از دو منبع حرارتی تامین میشود:
- گرمای انتقالی: حرارتی که از المنتها به دیواره سیلندر و سپس به پلاستیک منتقل میشود.
- گرمای اصطکاکی: حرارت قابل توجهی که در اثر سایش شدید پلاستیک فشرده شده بین سطح ماردون و دیواره داخلی سیلندر ایجاد میشود. این گرمای داخلی به ذوب یکنواخت و همگن شدن کل توده پلاستیک کمک شایانی میکند. در انتهای این مسیر، پلاستیک از حالت جامد (پرک) به یک مذاب داغ و خمیریشکل تبدیل شده است.
- قدم ۳: گازگیری و حذف مواد فرار: با وجود خشککردن کامل پرکها، ممکن است همچنان مقادیر بسیار ناچیزی رطوبت یا گازهای ناشی از تجزیه جزئی آلودگیهای باقیمانده در مذاب وجود داشته باشد. این گازها اگر خارج نشوند، در محصول نهایی به شکل حباب ظاهر خواهند شد. برای حل این مشکل، در بخش میانی یا انتهایی سیلندر، یک یا چند منطقه گازگیری تعبیه شده است. در این قسمتها، عمق شیار ماردون به طور ناگهانی افزایش مییابد که باعث کاهش فشار مذاب میشود. این افت فشار به گازها و بخارات محبوس شده اجازه میدهد تا از توده مذاب خارج شوند. یک پمپ خلاء متصل به این دریچهها، این گازها را به طور کامل از سیستم مکش کرده و خارج میکند. این فرآیند، خلوص و یکپارچگی ساختاری مذاب را تضمین میکند.
خروجی این مرحله، یک جریان پیوسته از پلاستیک مذاب، داغ، همگن، فشرده و عاری از هرگونه گاز یا رطوبت است که با فشار بالایی توسط ماردون به سمت انتهای دستگاه هدایت میشود تا برای مرحله فیلتراسیون نهایی آماده گردد.
مرحله ششم: فیلتراسیون مذاب برای حذف آلودگی نهایی
با وجود تمام مراحل شستشو و آمادهسازی، همچنان احتمال وجود ناخالصیهای بسیار ریز و مقاومی در توده پلاستیک مذاب وجود دارد. این ناخالصیها میتوانند شامل ذرات فلزی ساییده شده از تجهیزات، خردههای کوچک آلومینیوم از بستهبندیها، ذرات کربن ناشی از سوختن جزئی مواد آلی (مانند برچسبهای کاغذی) یا سایر آلایندههای جامدی باشند که در برابر حرارت مقاوم هستند. حضور این ذرات در محصول نهایی، علاوه بر ایجاد ضعف ساختاری، میتواند به تجهیزات صنایع پاییندستی (مانند قالبهای تزریق) آسیب برساند. مرحله فیلتراسیون برای حذف این آلایندههای نهایی و دستیابی به یک مذاب کاملاً خالص طراحی شده است.
- قدم ۱: هدایت مذاب به سمت سیستم فیلتراسیون: پس از اتمام فرآیند ذوب و گازگیری، ماردون، پلاستیک مذاب را با فشار بالا به سمت انتهای اکسترودر هدایت میکند. درست قبل از خروجی نهایی دستگاه (Die)، یک سیستم تعویض فیلتر (Screen Changer) نصب شده است. این سیستم به گونهای طراحی شده که امکان تعویض سریع فیلترهای کثیف را بدون نیاز به توقف کامل خط تولید فراهم میکند.
- قدم ۲: عبور از صفحه شکن و توریها: قلب سیستم فیلتراسیون، مجموعهای به نام “پک توری” (Screen Pack) است. این مجموعه شامل چندین لایه توری فلزی از جنس فولاد ضد زنگ است که روی یکدیگر قرار گرفتهاند. این توریها دارای اندازههای مش (تعداد سوراخ در هر اینچ) متفاوتی هستند؛ معمولاً توریهای درشتتر در لایههای ورودی برای گرفتن ذرات بزرگتر و توریهای بسیار ریز (با مش بالا) در لایههای خروجی برای جداسازی کوچکترین ناخالصیها قرار میگیرند. این پک توری توسط یک صفحه فولادی ضخیم و سوراخدار به نام “صفحه شکن” (Breaker Plate) در جای خود محکم نگه داشته میشود. این صفحه علاوه بر نگهداری توریها، به یکنواخت کردن جریان مذاب نیز کمک میکند.
- قدم ۳: فرآیند جداسازی ناخالصی: فشار ایجاد شده توسط ماردون، پلاستیک مذاب را مجبور به عبور از شبکهی پیچیدهی توریها میکند. جریان سیال پلاستیک از منافذ بسیار ریز توریها عبور میکند، اما هر ذره جامد خارجی که ابعاد آن بزرگتر از این منافذ باشد، پشت توریها به دام میافتد و از جریان مذاب حذف میشود. این فرآیند مانند یک صافی بسیار دقیق عمل کرده و خلوص مذاب خروجی را تضمین میکند.
- قدم ۴: کنترل و تعویض فیلتر: با گذشت زمان و انباشته شدن آلودگیها پشت توری، مسیر عبور مذاب تنگتر شده و فشار پشت فیلتر افزایش مییابد. سنسورهای فشار نصب شده در این ناحیه، این افزایش فشار را به اپراتور اطلاع میدهند. هنگامی که فشار از یک حد معین فراتر رود، نشاندهنده آن است که فیلتر کثیف شده و باید تعویض گردد. اپراتور با استفاده از مکانیزم هیدرولیکی یا دستی دستگاه Screen Changer، پک توری تمیز را جایگزین پک کثیف میکند.
خروجی این مرحله، یک جریان کاملاً خالص، همگن و عاری از هرگونه آلودگی جامد از پلاستیک مذاب است که اکنون با بالاترین کیفیت ممکن، آماده ورود به مرحله نهایی شکلدهی و تبدیل شدن به گرانول میباشد.
مرحله هفتم: برش و سرد کردن رشته های پلاستیک
در این مرحله، جریان پیوسته و خالص پلاستیک مذاب که از سیستم فیلتراسیون خارج شده، باید به سرعت سرد شده و به شکل نهایی خود یعنی قطعات کوچک و یکنواخت گرانول درآید. این فرآیند که به آن پلتایزینگ (Pelletizing) نیز گفته میشود، معمولاً در خطوط تولید گرانول بازیافتی به روش “رشتهای” (Strand Pelletizing) انجام میپذیرد.
- قدم ۱: خروج از دای و تشکیل رشته: مذاب پلاستیک با فشار از آخرین قطعه اکسترودر به نام “دای هد” (Die Head) عبور میکند. این قطعه یک صفحه فولادی ضخیم است که دارای تعداد مشخصی سوراخ بسیار ریز و با قطر یکسان میباشد. فشار بالای پشت دای، مذاب را مجبور به عبور از این سوراخها کرده و باعث میشود پلاستیک به شکل رشتههای ممتد و داغ (شبیه به رشتههای ماکارونی) از دستگاه خارج شود. قطر این سوراخها، قطر نهایی گرانول را تعیین میکند.
- قدم ۲: سردسازی سریع در حمام آب: رشتههای پلاستیکی در لحظه خروج از دای، دمای بسیار بالایی دارند و در حالت مذاب یا خمیری هستند. برای تبدیل آنها به حالت جامد، باید به سرعت و به صورت کنترلشده سرد شوند. این رشتهها بلافاصله وارد یک “وان یا حمام آب سرد” (Water Bath) میشوند. این وان که معمولاً از جنس استیل است، چندین متر طول دارد و آب سرد به صورت مداوم در آن در حال گردش است تا دمای خود را از دست ندهد. با عبور رشتههای داغ از داخل آب، تبادل حرارتی سریعی رخ داده و رشتهها به طور کامل جامد و سخت میشوند.
- قدم ۳: خشک کردن سطح رشتهها : پس از خروج از وان آب، رشتههای جامد شده کاملاً خیس هستند. ورود آب به دستگاه برش (کاتر) میتواند باعث زنگزدگی تیغهها و کاهش کیفیت برش شود. بنابراین، قبل از ورود به کاتر، رشتهها از یک سیستم خشککن عبور میکنند. این سیستم معمولاً شامل یک یا چند دمنده هوای پرقدرت (Air Knife) است که با دمیدن هوای فشرده بر روی سطح رشتهها، تمام قطرات آب باقیمانده را از روی آنها پاک میکند.
- قدم ۴: برش و تولید گرانول (Pelletizing/Cutting): اکنون رشتههای جامد و خشک، آماده برش هستند. این رشتهها توسط یک جفت غلتک کشنده به داخل دستگاه کاتر یا پلتایزر (Pelletizer) کشیده میشوند. در داخل این دستگاه، یک روتور با سرعت بسیار بالا در حال چرخش است که روی آن تیغههای تیز و دقیقی نصب شده است. همزمان با کشیده شدن رشتهها به داخل دستگاه، این تیغههای دوار با سرعت به آنها برخورد کرده و آنها را به قطعات کوچک با طول یکسان (معمولاً بین ۲ تا ۴ میلیمتر) برش میدهند. محصول خروجی از این دستگاه، همان گرانول نهایی با شکل استوانهای یا مکعبی و ابعاد کاملاً یکنواخت است. سرعت کشش رشتهها و سرعت چرخش تیغهها، طول نهایی گرانول را تعیین میکند.
خروجی این مرحله، محصول نهایی یعنی گرانولهای سرد، خشک و هماندازه است که آماده آخرین مرحله، یعنی ذخیرهسازی و بستهبندی برای عرضه به بازار هستند.
مرحله هشتم: بسته بندی گرانول تولید شده
آخرین مرحله در خط تولید، آمادهسازی محصول نهایی برای عرضه به بازار و ارسال به مشتریان است. بستهبندی صحیح، علاوه بر تسهیل حمل و نقل و انبارداری، به حفظ کیفیت و جلوگیری از آلودگی گرانول در حین جابجایی نیز کمک میکند. این مرحله نیازمند دقت در توزین، برچسبگذاری و انبارش اصولی است.
- قدم ۱: انتقال به سیلوهای ذخیره: گرانولها پس از خروج از دستگاه کاتر، معمولاً از طریق یک سیستم انتقال پنوماتیک (انتقال با فشار هوا) به سیلوهای بزرگ ذخیرهسازی منتقل میشوند. استفاده از سیلو چندین مزیت دارد: اول، به گرانولها فرصت میدهد تا دمای خود را به طور کامل از دست داده و به دمای محیط برسند. دوم، به عنوان یک انبار موقت (بافر) عمل میکند و به خط تولید اجازه میدهد تا به صورت پیوسته کار کند، حتی اگر بخش بستهبندی برای لحظاتی متوقف شود. سوم، حجم بالای گرانول در سیلو باعث ترکیب شدن محصول تولیدی در بازههای زمانی مختلف شده و به یکنواختی بیشتر کل بچ (Batch) کمک میکند.
- قدم ۲: توزین و پر کردن کیسهها: در زیر خروجی سیلوها، یک ایستگاه بستهبندی (Bagging Station) قرار دارد. در این ایستگاه، گرانولها از طریق یک دریچه قابل تنظیم به داخل کیسهها ریخته میشوند. این فرآیند به دو شکل اصلی انجام میشود:
- بستهبندی در کیسههای کوچک: رایجترین نوع بستهبندی، استفاده از کیسههای استاندارد ۲۵ کیلوگرمی است. یک سیستم توزین دیجیتال (لودسل) وزن دقیق گرانول ورودی به کیسه را اندازهگیری کرده و به محض رسیدن به وزن ۲۵ کیلوگرم، جریان را به صورت خودکار قطع میکند.
- بستهبندی در کیسههای بزرگ (جامبو بگ): برای مشتریانی که مصرف بالایی دارند، گرانولها در کیسههای بزرگ یک تنی به نام جامبو بگ بستهبندی میشوند. این کار فرآیند حمل و نقل و تخلیه را برای کارخانههای بزرگ تسهیل میکند.
- قدم ۳: دوخت و برچسبگذاری: پس از پر شدن، درب کیسهها باید به طور کامل بسته شود تا از نفوذ رطوبت و آلودگی جلوگیری شود. این کار معمولاً توسط دستگاههای دوخت حرارتی یا چرخهای سرکیسهدوز صنعتی انجام میشود. سپس، مهمترین بخش این مرحله یعنی برچسبگذاری صورت میگیرد. بر روی هر کیسه باید یک برچسب حاوی اطلاعات ضروری محصول الصاق شود. این اطلاعات که به نوعی شناسنامه محصول محسوب میشوند، شامل موارد زیر است:
- نوع پلیمر: (مثلاً: پلیپروپیلن بازیافتی)
- کد یا گرید محصول: (مشخصات فنی خاص)
- رنگ: (مثلاً: بیرنگ، سبز، آبی)
- وزن خالص: (۲۵ کیلوگرم)
- تاریخ تولید و شماره بچ: (برای قابلیت ردیابی و کنترل کیفیت)
- قدم ۴: چیدمان و انبارش: در نهایت، کیسههای ۲۵ کیلوگرمی به صورت منظم بر روی پالتهای چوبی یا پلاستیکی چیده میشوند (معمولاً ۴۰ کیسه در هر پالت تا وزن کل به یک تن برسد). سپس کل پالت با استفاده از فیلم استرچ (سلفون) پوشانده میشود تا کیسهها در حین جابجایی با لیفتراک، پایدار باقی بمانند. پالتهای آماده شده به انبار محصولات نهایی منتقل شده و تا زمان ارسال برای مشتری در آنجا نگهداری میشوند.
تجهیزات و دستگاه های اصلی در خط تولید گرانول ضایعات پلاستیک
راهاندازی یک خط تولید کامل و بهینه برای تولید گرانول نیازمند مجموعهای از ماشینآلات صنعتی است که هر کدام وظیفه مشخصی را در زنجیره فرآیند بر عهده دارند. این دستگاهها باید از نظر ظرفیت، عملکرد و کیفیت ساخت با یکدیگر هماهنگ باشند تا کل خط تولید بتواند با حداکثر راندمان و بدون توقف کار کند. در ادامه، به معرفی و بررسی فنی هر یک از این تجهیزات اصلی میپردازیم.
دستگاه گرانول ساز (اکسترودر)؛ ماشین محوری فرآیند
دستگاه گرانول ساز یا اکسترودر، بدون شک اصلیترین و محوریترین ماشین در کل خط تولید است. این دستگاه وظیفه تبدیل پرکهای جامد، خشک و تمیز پلاستیک به یک مذاب همگن، خالص و آماده شکلدهی را بر عهده دارد. کیفیت طراحی و ساخت اکسترودر، به ویژه اجزای کلیدی آن مانند سیلندر و ماردون، به طور مستقیم بر ظرفیت تولید و کیفیت نهایی گرانول تأثیر میگذارد.
اجزای اصلی دستگاه گرانول ساز:
- قیف ورودی: این بخش، ورودی مواد اولیه (پرک) به دستگاه است. طراحی آن باید به گونهای باشد که مواد را به صورت روان و پیوسته به سمت ماردون هدایت کند.
- سیلندر و ماردون : این مجموعه، قلب دستگاه است. سیلندر یک لوله فولادی سنگین و مقاوم به حرارت و سایش است که ماردون در داخل آن با دقت بالایی میچرخد. ماردون یک پیچ حلزونی با طراحی مهندسی شده است که وظایف انتقال، فشردهسازی، ترکیب کردن و ذوب کردن مواد را بر عهده دارد. کیفیت آلیاژ و طراحی هندسی ماردون، نقش تعیینکنندهای در کیفیت مذاب خروجی دارد.
- سیستم گرمایشی (Heating System): در اطراف سیلندر، المنتهای حرارتی قدرتمندی نصب شدهاند که دمای هر ناحیه از سیلندر را به صورت جداگانه و با دقت بالا کنترل میکنند. این کنترل دقیق دما برای ذوب صحیح انواع مختلف پلاستیک ضروری است.
- سیستم گازگیری (Venting System): همانطور که در بخش مراحل توضیح داده شد، این سیستم شامل یک دریچه روی سیلندر و یک پمپ خلاء است که وظیفه مکش و حذف هرگونه بخار آب یا گازهای محبوس شده در مذاب پلاستیک را بر عهده دارد تا از پوکی و ایجاد حباب در گرانول جلوگیری شود.
- سیستم فیلتراسیون (Screen Changer): این مکانیزم که در انتهای سیلندر نصب میشود، با استفاده از توریهای فولادی، آخرین ناخالصیهای جامد را از مذاب جدا کرده و خلوص محصول را تضمین میکند.
- موتور و گیربکس (Motor & Gearbox): برای چرخاندن ماردون در برابر مقاومت بالای پلاستیک مذاب، به یک الکتروموتور بسیار قدرتمند و یک گیربکس صنعتی سنگین نیاز است. این مجموعه باید بتواند گشتاور بالا و دور چرخش قابل تنظیم را برای فرآوری پلیمرهای مختلف فراهم کند.
- دای هد (Die Head): آخرین قطعه دستگاه که مذاب خالص شده را به شکل رشتههای داغ از خود خارج میکند.
انتخاب یک دستگاه گرانول ساز مناسب، با توجه به نوع پلاستیک مورد بازیافت (نایلون، پلی اتیلن، پلی پروپیلن و…) و ظرفیت تولید مورد انتظار، اولین و مهمترین تصمیم در راهاندازی خط تولید است.
روش های اصلی تولید گرانول از ضایعات پلاستیک کدامند؟
فرآیند تبدیل مذاب پلاستیک به گرانول (پلت) میتواند به روشهای مختلفی انجام شود که انتخاب هر کدام به نوع پلیمر، ظرفیت تولید و کیفیت مورد نظر بستگی دارد. هر روش، مکانیزم برش و سردسازی متفاوتی دارد. دو مورد از متداولترین و اصلیترین این روشها در صنعت بازیافت، روش رشتهای و روش واتر رینگ (عدسی) هستند.
تولید گرانول به روش رشته ای
این روش، رایجترین و مرسومترین تکنیک در خطوط تولید nول بازیافتی، به خصوص برای پلیمرهایی مانند پلیاتیلن و پلیپروپیلن است. همانطور که در بخش مراحل به تفصیل توضیح داده شد، در این متد، مذاب پلاستیک از یک صفحه سوراخدار (Die) به شکل رشتههای داغ خارج میشود. این رشتهها پس از عبور از یک حمام آب سرد برای جامد شدن، توسط یک دستگاه کاتر که در انتهای مسیر قرار دارد، به قطعات کوچک و استوانهای شکل برش داده میشوند. مزیت اصلی این روش، سادگی مکانیزم، هزینه نگهداری پایینتر و انعطافپذیری بالا برای کار با انواع مواد بازیافتی است.
تولید گرانول به روش عدسی یا واتر رینگ
در این روش پیشرفتهتر، فرآیند برش و سردسازی تقریباً به صورت همزمان انجام میشود. مذاب پلاستیک از سوراخهای دای خارج شده و بلافاصله توسط تیغههایی که با سرعت بالا روی سطح دای در حال چرخش هستند، بریده میشود. همزمان، جریانی از آب (واتر رینگ) در اطراف محفظه برش در حال گردش است که قطعات بریده شده و داغ را فوراً سرد کرده و با خود به سمت یک دستگاه خشککن سانتریفیوژی منتقل میکند. گرانولهای تولید شده در این روش شکلی شبیه به عدس یا ساچمه دارند. این تکنیک برای تولید در ظرفیتهای بالا و برای پلیمرهای حساس به حرارت مناسبتر است، زیرا فرآیند سردسازی بسیار سریعتر اتفاق میافتد.
تفاوت عملکردی گرانول ساز تک ماردون و دو ماردون
صرف نظر از روش برش، قلب دستگاه گرانول ساز یعنی اکسترودر نیز میتواند در دو نوع اصلی باشد:
- تک ماردون (Single Screw): این نوع اکسترودر دارای یک پیچ (ماردون) برای انتقال، فشردهسازی و ذوب مواد است. این دستگاهها ساختار سادهتری دارند، هزینه اولیه کمتری داشته و برای فرآوری مواد بازیافتی نسبتاً تمیز و یکدست گزینهای ایدهآل و اقتصادی هستند.
- دو ماردون (Twin Screw): این اکسترودرها دارای دو پیچ هستند که در کنار هم و در جهتهای یکسان یا مخالف میچرخند. طراحی در هم تنیده این ماردونها باعث ترکیب و میکس شدن بسیار بهتر مواد، گازگیری مؤثرتر و کنترل دقیقتر بر فرآیند ذوب میشود. اکسترودرهای دو ماردون برای فرآوری پلیمرهای حساس، ترکیب کردن چند ماده (کامپاندینگ) و کار با موادی که نیاز به گازگیری بسیار قوی دارند، عملکرد به مراتب بهتری ارائه میدهند.
https://omidomranco.com/6DlCjH
کپی آدرس